
12
2025.9
著者
130
読書量
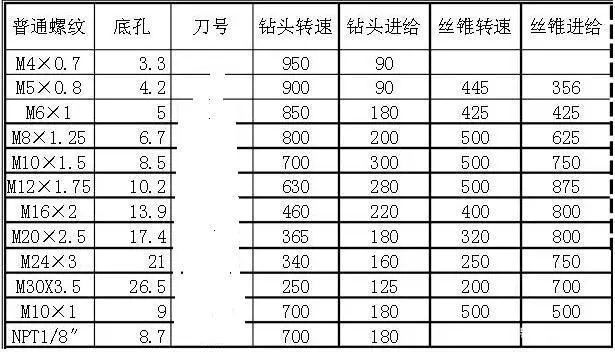
ねじ穴の加工を理解する必要があります。 加工する前に、まずねじ穴の基本的な構成を理解する必要があり、ねじの注釈から、ねじ穴が穴の直径とピッチで構成されていることがわかります。 機械加工する前に、ねじ底穴を加工するためのドリルビットと、対応するねじ山を加工するために必要なタップなどの工具を選択する必要があります。 特定の宝物をクリックすると調べることができます。
初心者は、ねじ穴を加工する前に、ねじ底穴のサイズと関連性を知る必要があります切断投与量選択。 ここでは、編集者が処理時の参照としてテーブルをリストします。
タッピングに使用されるプログラミング命令はG84で、穴の底に到達するとスピンドルが反対方向に回転します。 その形式を下の画像に示します。
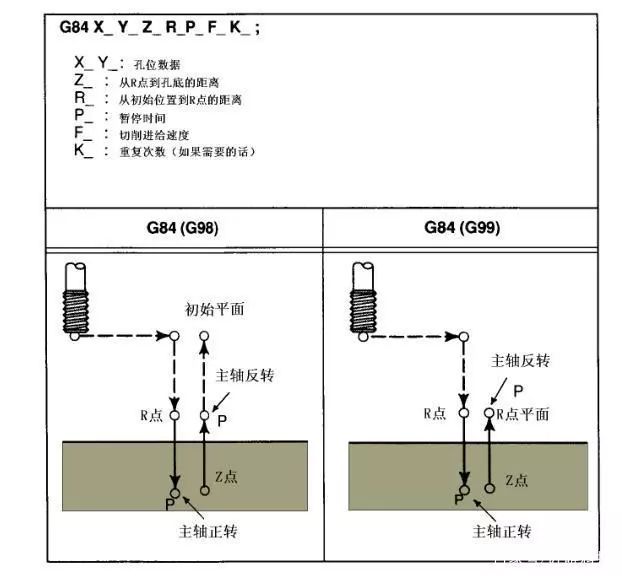
次に、例を使用して、ねじ穴のプログラミングを示しましょう。
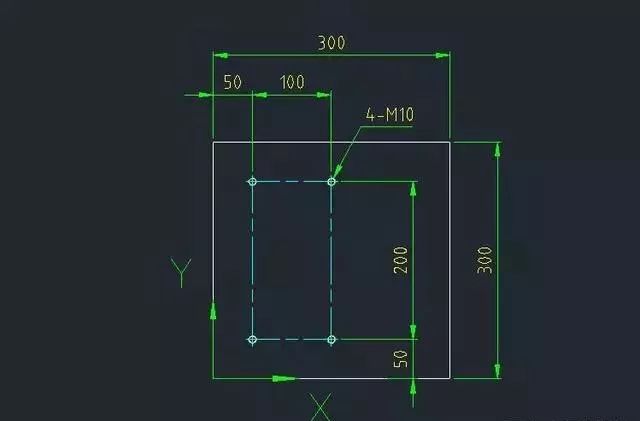
例:厚さ300X300の30mmの鋼板があり、対応するねじ穴M10を必要な位置に打ち抜きます。 下の図に示すように。
分析:加工ねじ穴によると、テーブルを確認することで関連する工具とパラメータを知ることができます。 M10マシンタッピングコーンは、直径9、タップM10*1のドリルビットです。
手順:ツールT1をドリルビット9として、T2をタップM10として設定します
G54G90G0X0Y0; (座標系を確立し、ツールが原点にシフトされます)
G43H1Z50; (工具長補正の設定)
G0 X50Y50; (穴あけ位置へ移動)
M03 S700; (スピンドルスタート)
G99G82Z-35R5P1000F180; (最初の穴を開け、ナイフをR点まで持ち上げます)
250円; (2番目の穴を開け、ナイフをR点まで持ち上げます)
150 倍; (3番目の穴を開け、ナイフをR点まで持ち上げます)
G98Y50(4番目の穴を開けてナイフを始点まで持ち上げます)
G80; (穴あけサイクルをキャンセルする)
G0 Z200 M05; (ナイフを持ち上げるとスピンドルが止まります)
M06T2; (工具交換T2)
G43H2Z50; (工具長補正の設定)
G0 X50Y50; (穴あけ位置へ移動)
M03 S500; (スピンドルスタート)
G90G99G84Z-35R5P600F500; (最初の穴をタップし、ナイフをR点まで持ち上げます)
250円; (2番目の穴をタップし、ナイフをR点まで持ち上げます)
150 倍; (3番目の穴をタップし、ナイフをR点まで持ち上げます)
G98Y50(4番目の穴を叩き、ナイフを始点まで持ち上げます)
G80; (穴あけサイクルをキャンセルする)
G0 Z200 M05; (ナイフを持ち上げるとスピンドルが止まります)
M30; (プログラム終了、プログラム開始点に戻る)
加工前にドリル穴のバリをきれいにし、ガイド面取りを追加し、タッピングプロセス中に潤滑油を追加すると効果が高くなることをお勧めします