ジルコニウム合金薄板部品の時効変形に対するフライス加工残留応力の影響が研究されています
ジルコニウム合金の薄肉部品の変形に及ぼす粉砕パラメータの影響
ジルコニウム合金薄板部品は、主に原子炉部品や宇宙船の構造に使用され、加工精度に厳しい要件がありますが、薄肉構造の特性上、加工時の残留応力による変形が非常に受けやすく、寸法精度や使用性能に影響を与えます。 したがって、ジルコニウム合金シートの加工変形に対する残留応力の影響と、実際の工学的要件を満たすための制御方法を研究することは非常に重要です。 形成メカニズムによると、ジルコニウム合金薄肉部品の機械加工変形を引き起こす残留応力は、初期残留応力と加工誘起残留応力に分けることができます。
ジルコニウム合金シート部品の全体的な変形に影響を与える要因は非常に複雑です部品を加工する前に、ブランクを圧延して焼きなましし、内部残留応力をバランスのとれた状態にします。 フライス加工プロセス中に、部品の表面材料が除去されますその結果、初期残留応力が解放され、部品の全体的な変形が大きくなります。 Gao H. et al薄肉部品の変形に対する初期残留応力と等価曲げ剛性の影響が研究されました。 Zheng J. Y. et al薄肉アルミニウム部品の変形に対する初期残留応力と工具軌道戦略の影響が研究されます。 Li X. 他初期残留応力と仕上げ代の関係を解析し、薄肉部材の変形予測モデルを確立します。 同時に、フライス加工中に発生する不均一な塑性変形と温度変化により、新たな残留応力、つまりフライス加工残留応力が生じます。 Zhang Z. 他薄肉部品の変形予測モデルは、新しい加工残留応力計算方法を使用して確立されます。 Li Y. 他薄肉板の変形に対する加工残留応力の影響を、加工残留応力を等価トルクとして研究しました。 Zhou J. et al双曲線正接関数を使用してエンドミル加工の残留応力分布を表し、残留応力プロファイルと薄板の曲げたわみの間のマッピング関係が確立されます。
2 つの残留応力の複合効果により、加工プロセス中の部品全体の変形を正確に予測することが困難になり、その結果、部品の加工精度が低下し、組み立てに影響を与え、さらには不適合品が製造され、製造コストが増加します。 部品の加工が完了した後、一定期間の経年劣化の後、内部残留応力がゆっくりと解放されて新たな変形を引き起こし、部品の精度保持が低下し、製品の性能に影響を与えます。
要約すると、この論文ではジルコニウム合金を使用していますフライス加工における関連データを収集することにより、ジルコニウム合金薄肉部品のフライス加工面の残留応力と部品変形データを異なるパラメータで取得し、その結果を分析し、ジルコニウム合金薄肉部品の初期状態を考慮した条件下で、加工変形を最小限に抑えるためのプロセスパラメータの最適な組み合わせが得られます。
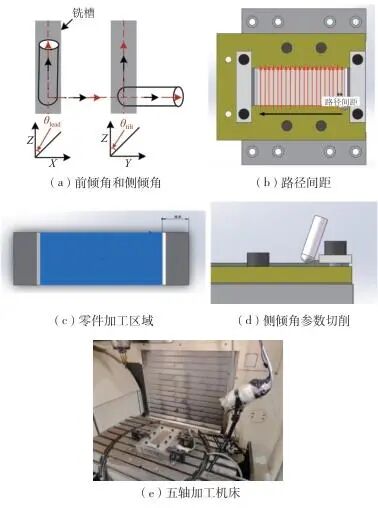
195mm×57.8mm×4.5mmのサイズのジルコニウム合金板9枚を原料として選定しました。 試験治具には主にベースプレート治具と固定治具が含まれ、ベースプレート治具はクランプ状態での残留応力の測定が必要なため、部品と一緒にダイナモメーターから取り外すことができるベースプレート治具を設計する必要があります。 固定固定具は、部品をベースプレート固定具に固定します(図 1)、加工中に工具に干渉せず、応力測定時にプローブに干渉しません。 ボルト締め用の穴が2つ、クランプの変形後に部品とクランプ部品を固定するための溝があり、総厚さは6mm、中間溝の深さは2mmです。
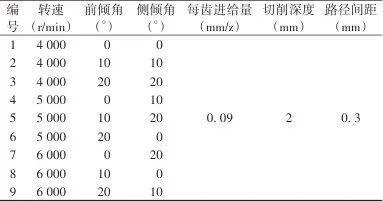
薄板の残留応力と変形分布に対するさまざまな要因とその相互作用の影響を理解するために、3 要素および 3 レベルの直交試験の 9 つのグループが設計されました。 すべてのジルコニウム合金シート試験片は、不均一な初期応力によって生じる誤差を回避するために、応力状態が一定であることを確認するために、加工前に焼きなましおよび時効処理されます。 関係するプロセスパラメータには、主に主軸速度、ノーク角、ロール角、歯あたりの送り、切削深さ、パス間隔が含まれます。 このうち、主軸速度は主軸の毎分回転数であり、傾斜角は工具です。XOZの飛行機でZシャフトの角度とロール角度は、ヨズ飛行機でZ軸の角度(図 2a)、歯あたりの送りは、多歯フライスの歯間角の回転ごとに、ワークピースの送り方向に対するフライスの変位であり、切削深さは、ワークピースが切断されたときに加工された表面と加工される表面との間の垂直距離であり、経路間隔は各経路間の距離です(参照)。図 2b)。 この試験では、プロセスパラメータは主軸速度、フロントノーク角、ロール角であり、切削深さは2mmに維持され、歯あたりの送りは0.09mm/z、切削幅は0.3mmです。 工具の姿勢による加工干渉を回避するために(図 2d)、固定には高さの小さい固定ボルトを選択してください。 直径10mmのボールツールによる切削は、DMU 60モノブロック5軸マシニングセンタで、次のようなクーラントを使用してテストされます。図 2e. エンジニアリングの経験に基づいて、残留応力に大きな影響を与える5軸フライス加工マシニングセンタの工具姿勢と主軸速度が入力変数として選択され、その他のプロセスパラメータは変更されません。表1表示。
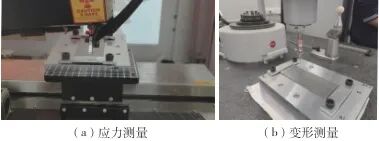
加工前のクランプ状態での部品の初期応力を測定します。図 3a、測定装置はPROTO XRD応力計を使用します。 処理プロセスでは、処理プロセス中の力信号を測定するためにフォースゲージが使用され、温度信号を測定するために赤外線サーマルイメージャーが使用され、ノイズ信号を測定するためにマイクが使用され、電力信号を測定するためにパワーメーターが使用されます。 加工直後のクランプ状態で部品の加工領域の残留応力を測定し、応力測定後にクランプを解除し、Leitzpmm-C座標測定機で部品を測定しますZ方向の変形、図 3b、測定データの時間の一貫性を確保するために、応力と変形は1週間以内に測定されることが保証されています。 加工完了後、加工された薄肉部品を熟成させ、室温の保管箱に30日間入れた後、薄肉部品の加工領域の応力と変形を再度測定します。 応力測定領域と測定点については、遷移領域の幅、固定治具の幅、応力計測の干渉領域を考慮して、中間領域の長さを120mm、幅44mm、長さ方向7点、点間隔20mm、幅方向5点、点間隔11mm、各部35点の応力データを測定します。
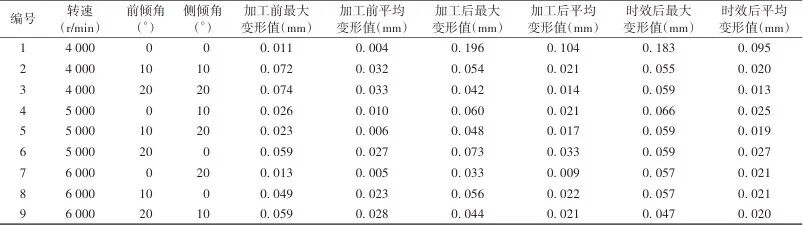
設計処理パラメータに基づいて、異なるプロセスパラメータの下での薄肉部品の 9 つのグループの変形が分析されました。 薄肉部品平面の試験点データが処理され、長方形の薄肉部品の四隅の測定点データが基準点として使用され、データムが確立されます。 平面位置の任意の点(XそしてY薄肉部品平面試験のデータポイントと基準面の相対的な高さ差は、薄肉部品の加工変形値であり、9つのグループのテストが順番に分析され、最大および平均の変形値が経年劣化の前後に要約されます表2表示。
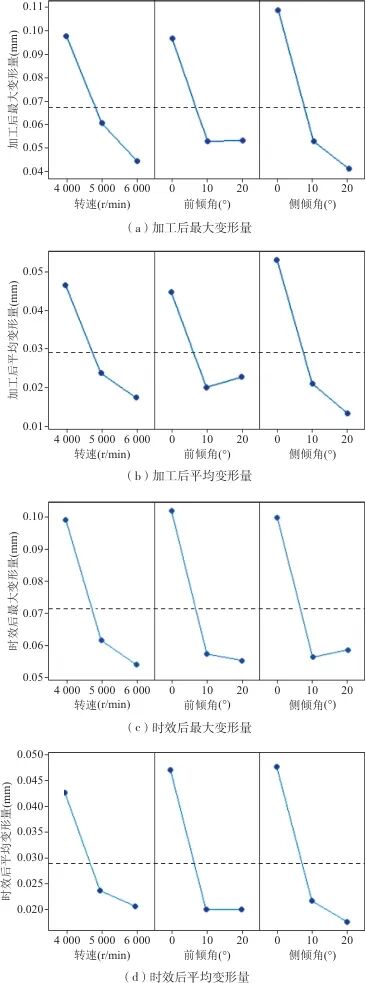
処理パラメータのさまざまな組み合わせの下でのテスト結果の主な効果分析(参照)。図4)。 加工および時効後の薄肉部品の最大変形と平均変形は、基本的にプロセスパラメータと同じであり、回転速度、傾斜角、ロール角の増加とともに単調に減少します。 最大変形値は0.108mmから0.041mmに減少し、ロール角が0°から20°に増加すると平均値は0.053mmから0.013mmに減少した。 時効後の薄肉部品の最大変形値は回転速度に大きく影響され、回転速度を4 000 r / minから6 000 r / minに上げる過程で最大変形値は0.099 mmから0.054 mmに減少し、平均値はロール角の影響を最も受け、ロール角を0°から20°に増加させる過程で平均変形は0.048 mmから0.018 mmに減少します。
図4 異なる処理パラメータの組み合わせ下での結果の主な効果の分析
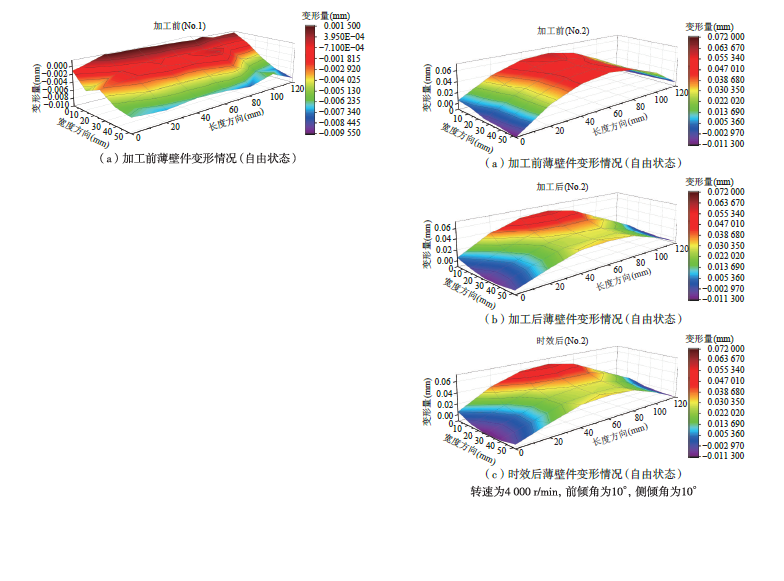
テストパラメータ1の条件下での薄肉部品の変形が分析されました(参照)。図5)。 加工前に部品の表面が幅方向に沿って傾いていますが、これは基準面を取得する過程で、薄肉部品の周りの点が同じ水平面にないため、基準面が傾き、相対的な高低差の計算に影響します。 加工が完了すると、薄肉部品がラインに沿って配置されますZ薄肉部品の加工変形は、主に薄肉部品の長さ方向(薄肉部品の幾何学的寸法が大きい)に現れ、幅方向に発生する変形量が小さいです。 時効後の薄肉部品の変形は、加工後の変形に比べて減少し、試験結果から薄肉部品の幅に沿った突出変形が観察できます。
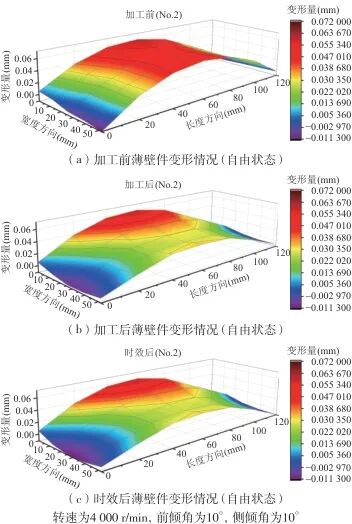
テストパラメータ2の条件下での薄肉部品の変形が分析されました(参照)。図 6)。 加工前に、ラインに沿った薄肉部品Zシャフトが正方向に突き出て変形し、それに沿って薄肉部品が加工されますZ軸の正方向に発生する突出変形は0.018mm減少します。 薄肉部品の加工変形は、主に長さ方向の隆起した変形によって決まりますが、幅方向では小さなくぼみ変形が発生し、薄肉部品のサドル面が変形します。 薄肉部品の経年劣化後の変形は加工後の変形とほぼ同じで、それでもサドル表面の変形が見られます。
図 6 試験パラメータ2の条件下での薄肉部品の変形
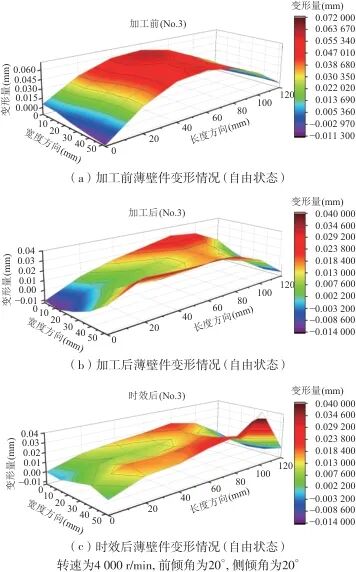
試験パラメータ3の条件下での薄肉部品の変形を分析しました(参照)。図 7)。 加工前に、ラインに沿った薄肉部品Zシャフトが正方向に突き出て変形し、それに沿って薄肉部品が加工されますZシャフトの正方向への突出変形は大幅に減少しますが、薄肉部分の幅方向の凹面変形は大幅に増加し、薄肉部分のサドル表面変形がより大きくなります。 さらに、薄肉部品の周囲の幾何学的寸法は明らかに同じ平面内にありないため、薄肉部品が長さに沿ってねじれて変形していることを意味します。 時効後の薄肉部品の変形は、加工後の変形よりも0.017mm大きくなり、サドル表面の変形は緩和されますが、薄肉部品の広いエッジ付近に大きな変形が残っています。
図 7 試験パラメータ3の条件下での薄肉部品の変形
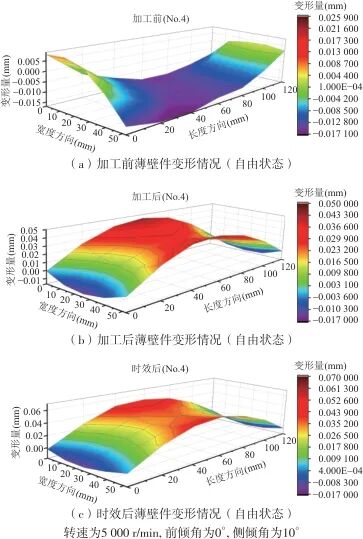
テストパラメータ4の条件下での薄肉部品の変形が分析されました(参照)。図 8)。 機械加工前の部品の初期変形は小さく、Zくぼみ変形はシャフトの負の方向に発生しますが、薄肉部分の幅方向に沿って一定の膨らみ変形があり、薄肉部分のエッジが浮き上がります。 加工後、薄肉部品はラインに沿ってZシャフトの正方向が大きく変形し、薄肉部分が凹面変形から隆起変形に変化し、サドル面の変化形態を示します。 時効後の薄肉部品の変形は、加工後と比較してわずかに0.006mm増加しており、自然時効処理では薄肉加工による変形が減少しないことが証明されています。 幅方向に沿った薄肉部品のくぼみ変形が減少し、サドル表面の変形が緩やかになります。
図 8 試験パラメータ4の条件下での薄肉部品の変形
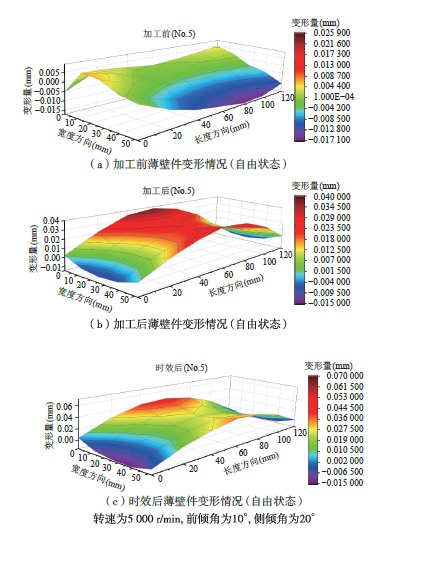
テストパラメータ5の条件下での薄肉部品の変形が分析されました(参照)。図 9)。 加工前の部品の全体的な加工変形は小さいですが、薄肉部品の長辺と広い辺の交点に大きな反りがあります。 加工前と比較して、薄肉部品はプロセスに沿っていますZシャフトの正方向への変形は0.025mm増分で大きく、薄肉部分はサドル面の変形を示しています。 薄肉部品は時効後の変形が加工後より0.011mm大きく、薄肉部品の全体的な変形は大きくなりますが、サドル表面の変形は時効前よりも穏やかです。
図 9 試験パラメータ5の条件下での薄肉部品の変形
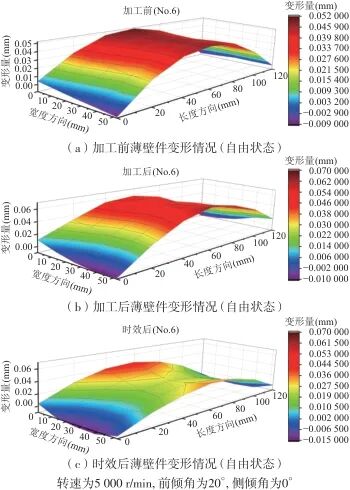
テストパラメータ6の条件下での薄肉部品の変形が分析されました(参照)。図 10)。 加工前に、ラインに沿った薄肉部品Z膨らみ変形は軸の正方向に発生し、曲面の2つの広い辺の対称的な傾斜から、薄肉部分は初期状態で長辺方向に沿って一定のねじり変形を有することを推測できます。 加工後、薄肉部品はラインに沿ってZシャフトの正方向の変形は0.014mm増加し、薄肉部分のねじり変形は加工前よりも大きくなります。 時効後の薄肉部品の変形は、機械加工後に比べて0.014mm減少し、加工前のレベルに戻りますが、薄肉部品は明らかなサドル表面の変形を示します。
図 10 試験パラメータ6の条件下での薄肉部品の変形
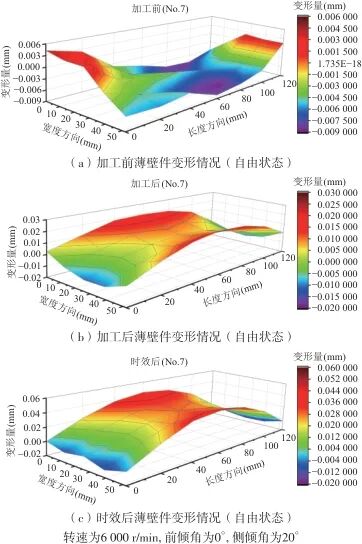
テストパラメータ7の条件下での薄肉部品の変形が分析されました(参照)。図 11)。 加工前の部品の変形は、主にエッジに沿って小さくなりますZシャフトの負の方向にくぼみと変形が発生し、薄肉部分の幅に沿ってしわが現れます。 薄肉部品は加工前と比較して、加工後の変形が0.02mm増加し、部品は線に沿っていましたZシャフトは正方向に隆起して変形し、薄肉部品はサドル表面の変形特性を示します。 時効後の薄肉部品の変形は、加工後と比較してさらに0.024mm増加し、薄肉部品は依然としてサドル表面変形の特徴を示します。
図 11 試験パラメータ7の条件下での薄肉部品の変形
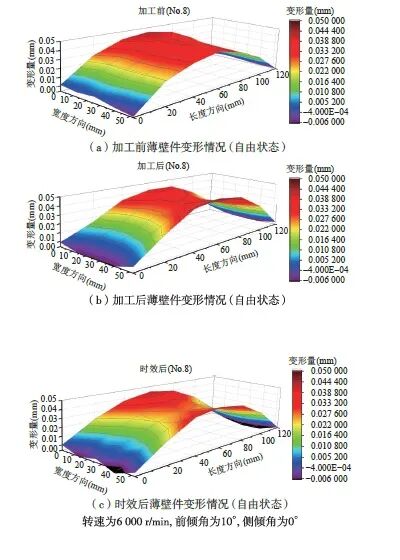
テストパラメータ8の条件下での薄肉部品の変形が分析されました(参照)。図 12)。 部品を加工する前に、Zシャフトは正向きで、バルジ変形を生み出します。 加工後、薄肉部品はラインに沿ってZシャフトの正方向への変形は0.007mm増分で増加し、薄肉部分はサドル表面変形の特徴を示しましたが、サドル表面は主に薄肉部分の中央に現れました。 経年劣化後、薄肉部品の変形は加工後のレベルにとどまり、サドル面の変形は薄肉部品の中央にのみ現れるものから、薄肉部品全体の加工面に沿って分布するように変化します。
図 12 試験パラメータ8の条件下での薄肉部品の変形
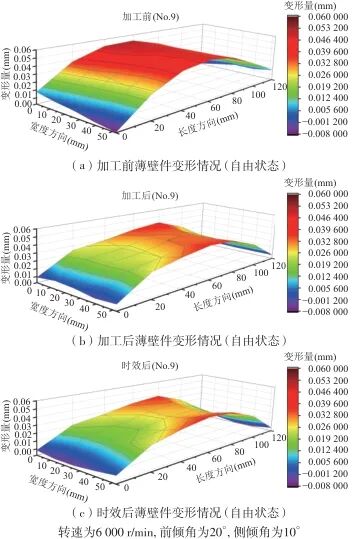
テストパラメータ9の条件下での薄肉部品の変形が分析されました(参照)。図 13)。 部品を加工する前に、Z隆起変形は軸の正方向に発生し、面幅方向の境界領域から、薄肉部分に一定のねじり変形が同時にあることがわかります。 加工後、薄肉部品はラインに沿ってZシャフトの正方向の変形は0.015mm減少します。 表面の具体的な結果を分析すると、表面の上部領域の曲率が小さいことが示されており、薄肉部品の加工変形の減少は主に薄肉部品の中心での変形の減少によって引き起こされていることを示しています。 経年劣化後の薄肉部品の変形は、加工後に比べてわずかに増加し、薄肉部品は加工後にのみ変化しますZシャフトの正方向への凸状変形は、サドル表面の変形特性になります。
図 13 試験パラメータ9の条件下での薄肉部品の変形
上記の試験結果をさらに分析すると、(1)加工前の薄肉部品の変形は主にエッジに沿って示されますZシャフトの正方向の膨らみまたは負方向のくぼみ変形は、長さ方向にある程度のねじり変形と幅方向に反りを伴います。 さまざまな試験パラメータの下で、加工前の最大変形範囲は0.011~0.074mm、平均変形範囲は0.004~0.033mmであり、初期状態はデータムの確立とその後の変形測定に大きな影響を与えます。 (2)薄肉部品の加工が完了した後のエッジZ軸の正方向の変形は大幅に増加し、くぼみ変形から隆起変形への移行を示しています。 変形の支配的な方向は長さ方向であり、幅方向の変形は小さいですが、サドル表面特性が形成されます。 加工後の部品の最大変形範囲は0.033~0.196mm、平均変形範囲は0.009~0.104mmです。 長辺と幅広の辺とエッジ領域の交点での変形は特に顕著であり、加工変形に対する形状と材料分布の感度を示しています。 (3)自然時効処理後、薄肉部品の変形は2つの傾向を示した。 一部の試験条件下では、時効処理により後処理プロセスが短縮されますZシャフトの正方向の変形、特に幅方向のねじり変形とくぼみ変形はある程度緩和され、その他の条件下では、時効処理により変形量は増加しましたが、変形分布は平坦になる傾向がありました。 全体として、時効後の最大変形範囲は0.047~0.183mm、平均変形範囲は0.013~0.095mmであり、機械加工変形に対する自然時効のバランス効果は限られていることを示しています。 (4)加工が完了し、タイミングが決まった後、サドル表面は薄肉変形の典型的な特徴に変化し、これは主に材料除去プロセス中の内部応力の解放と部品の構造特性に関連しています。
4 ジルコニウム合金の薄肉部品の機械加工変形に及ぼす初期応力解放の影響
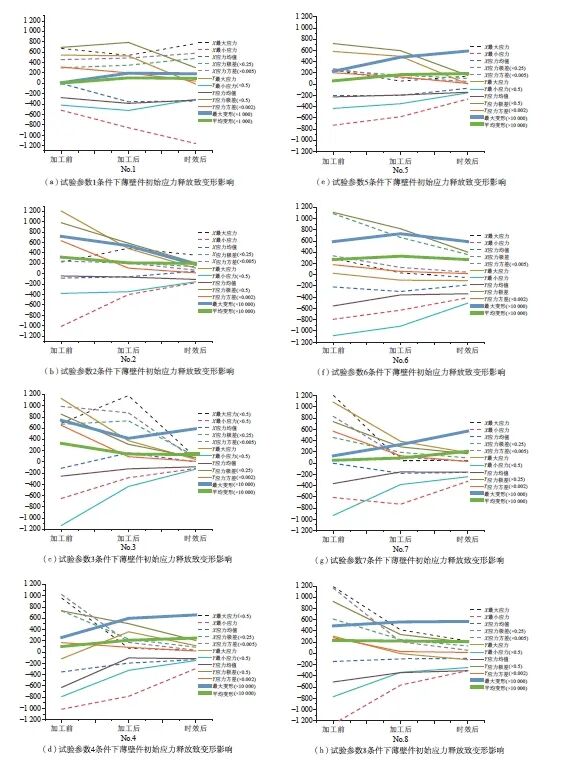
薄肉部品の9つのグループの変形に対する応力解放の影響を包括的に比較しました(参照)。図 14次の結果が得られます。加工前、加工後、時効後の1号薄肉部品の最大変形は、最初に増加してから減少する傾向を示しています。Y方向応力は非常に悪いですY方向最大応力は、最大変形変化傾向と同じです。 2号薄肉部品の加工前後および時効後の最大変形は減少傾向を示した。Y方向応力が非常に低い、Y方向最大応力、Y方向応力分散、Y方向応力の平均値が合計されますX方向応力の分散は、最大変形変化傾向と同じです。 4号薄肉部品の加工前後・時効後の最大変形は増加傾向を示した。X方向応力の平均値が合計されますX方向最小応力は、最大変形変化傾向と同じです。 加工前、加工後、時効後の5号薄肉部品の最大変形は増加傾向を示しました。Y方向応力平均、Y方向の最小応力とX方向最小応力は、最大変形変化傾向と同じです。 加工前、加工後、時効後の7号薄肉部品の最大変形は増加傾向を示しました。Y方向最小応力は、最大変形変化傾向と同じです。 8号薄肉部品の加工前後の最大変形と経年変化は増加傾向を示した。Y方向応力平均、Y方向性最小応力、X方向応力分散の合計X平均方向応力は、最大変形変化傾向と同じです。
図 14 ジルコニウム合金の薄肉部品の機械加工変形に及ぼす初期応力解放の影響
薄肉部品の最大変形は、加工前、加工後で異なる傾向を示し、具体的な変化は、応力の極端な差、最大応力、応力の分散などの応力分布特性と密接に関係しています。 ほとんどの薄肉部品の最大変形傾向は同じですY方向応力特性の変化(極差、最大応力、最小応力、平均、分散など)は一様であり、Y方向応力は、薄肉部品の変形に影響を与える主な要因です。
薄肉部品の変形と残留応力に対する試験プロセスパラメータの影響の分析に基づいて、次のようになります。(1)プロセスパラメータは、加工変形特性に大きく影響します。 初期変形が小さい条件(パラメータ4や5など)は変形振幅を制御しやすいですが、サドル表面の特性は依然として存在します。 初期膨らみやねじれが大きい条件(パラメータ3や6など)では、加工変形が大きくなり、変形を減らすためにパラメータを最適化する必要があります。 (2)主軸速度が上がると、機械加工や時効後の最大変形が減少します。 傾斜角が大きくなると、加工変形は最初に減少してから変化せず、時効変形は最初に減少してから増加します。 ロール角が大きくなり、加工変形が減少し、時効変形が最初に減少し、次に増加します。 (3)主軸速度が5 000~6 000 r / min、傾斜角が10°またはロール角が20°の場合、応力と変形は明らかに相関しています。 最小変形の最適な組み合わせは、スピンドル速度6,000 r/min、キャンバー角20°、ロール角10°です。 (4)ロール角が0°の場合、小さな応力平均を簡単に取得できます。 主軸速度が5,000 r / min、傾斜角が20°、またはロール角が20°の場合、応力差は簡単に取得できます。 (5) 時効後の異なるパラメータでの応力性能は異なります。 たとえば、主軸速度が4,000 r / minの場合、キャスター角は0°、ロール角は0°です。X方向性圧縮応力が大きい。 主軸速度が6,000 r / minの場合、リーン角は20°、ロール角は0°です。Y方向性圧縮応力が大きい。
薄肉部品のフライス加工面の残留応力と、フライス加工前、フライス加工後、自然時効後の薄肉部品の加工変形データを処理することにより、薄肉部品の初期応力分布と加工変形の変化法則を分析し、ジルコニウム合金薄肉部品の変形に対する初期応力解放の影響を調査し、次の結論を得ます。
(1)薄肉部品の加工後、変形が大幅に増加し、主にエッジに沿って現れますZ軸の正方向の突起と長さ方向のサドル表面特性は、幅方向の変形は小さいですが、全体の形態に大きく影響します。 加工変形は、材料の内部応力解放と部品の幾何学的特性によって大きく影響されることが証明されています。
(2)異なるプロセスパラメータは変形特性に大きな影響を与え、初期状態の変形が小さい条件は加工変形の制御に役立ちますが、初期突出またはねじり変形の条件は、より深刻な変形につながりやすいです。 これにより、プロセスパラメータを最適化することで、薄肉部品の変形振幅と形態を効果的に制御することができます。
(3)薄肉部品の最大変形は、時効前後の異なる傾向を示し、特定の変化は、応力の極端な差、最大応力、応力の分散などの応力分布特性と密接に関連しています。 ほとんどの薄肉部品の最大変形傾向は同じですY方向応力特性の変化(極差、最大応力、最小応力、平均、分散など)は一様であり、Y方向応力は、薄肉部品の変形に影響を与える主な要因です。
(4)プロセスパラメータは、薄肉部品の変形と残留応力特性に大きく影響し、その中で6,000 r / minの主軸速度、20°の前面傾斜角、および10°のロール角が最適な組み合わせであり、加工および時効後の変形を大幅に低減でき、0°のロール角は小さな応力平均を得るのに役立ち、特定の条件下(4 000 r / minまたは6 000 r / minの主軸速度など)では、X又はY方向性圧縮応力性能は抜群です。
(5)ジルコニウム合金薄肉部品の高精度加工を実現するには、5軸フライス加工に正確な動作制御と動的安定性が必要ですが、薄肉部品の加工精度は、多次元結合効果によって依然として制限されています:材料の低い熱伝導率と弱剛性の薄肉構造との相互作用は、熱機械結合場の下で局所的な不均一変形の蓄積につながります。 5 軸リンケージにおける工具姿勢の動的調整により、切削抵抗ベクトルの方向が急激に変化し、その結果、輪郭追跡誤差が非線形で増加します。 プロセスパラメータ、材料異方性、動的切削びびりの間の相乗的なマッチングメカニズムは明確ではないため、薄肉部品の形状と位置の公差、および表面の完全性の同時最適化が制限されます。