
モールのお知らせ
ニュース
製品情報
技術記事
知識ベース
5
2025.8
著者
107
読書量
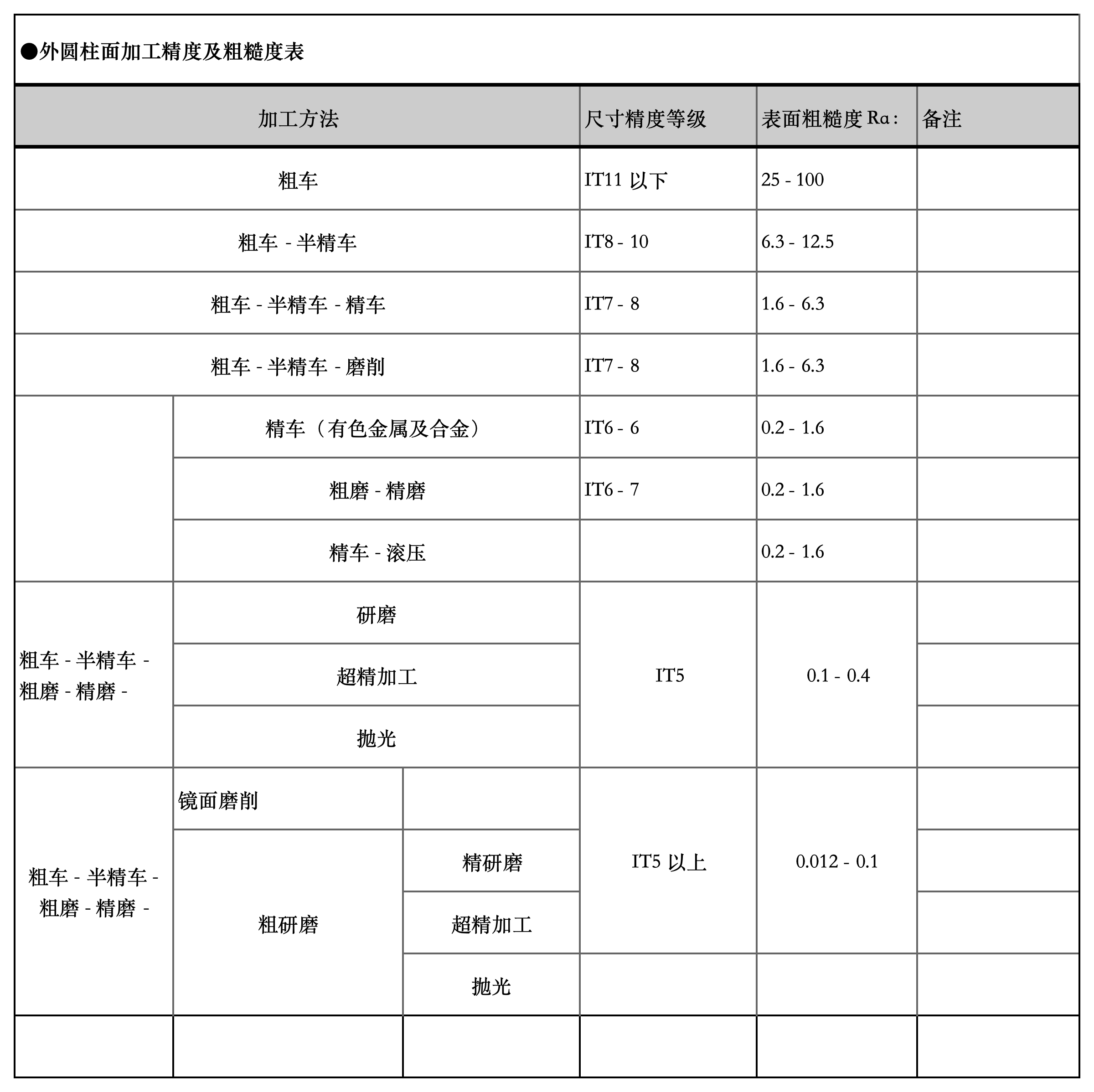
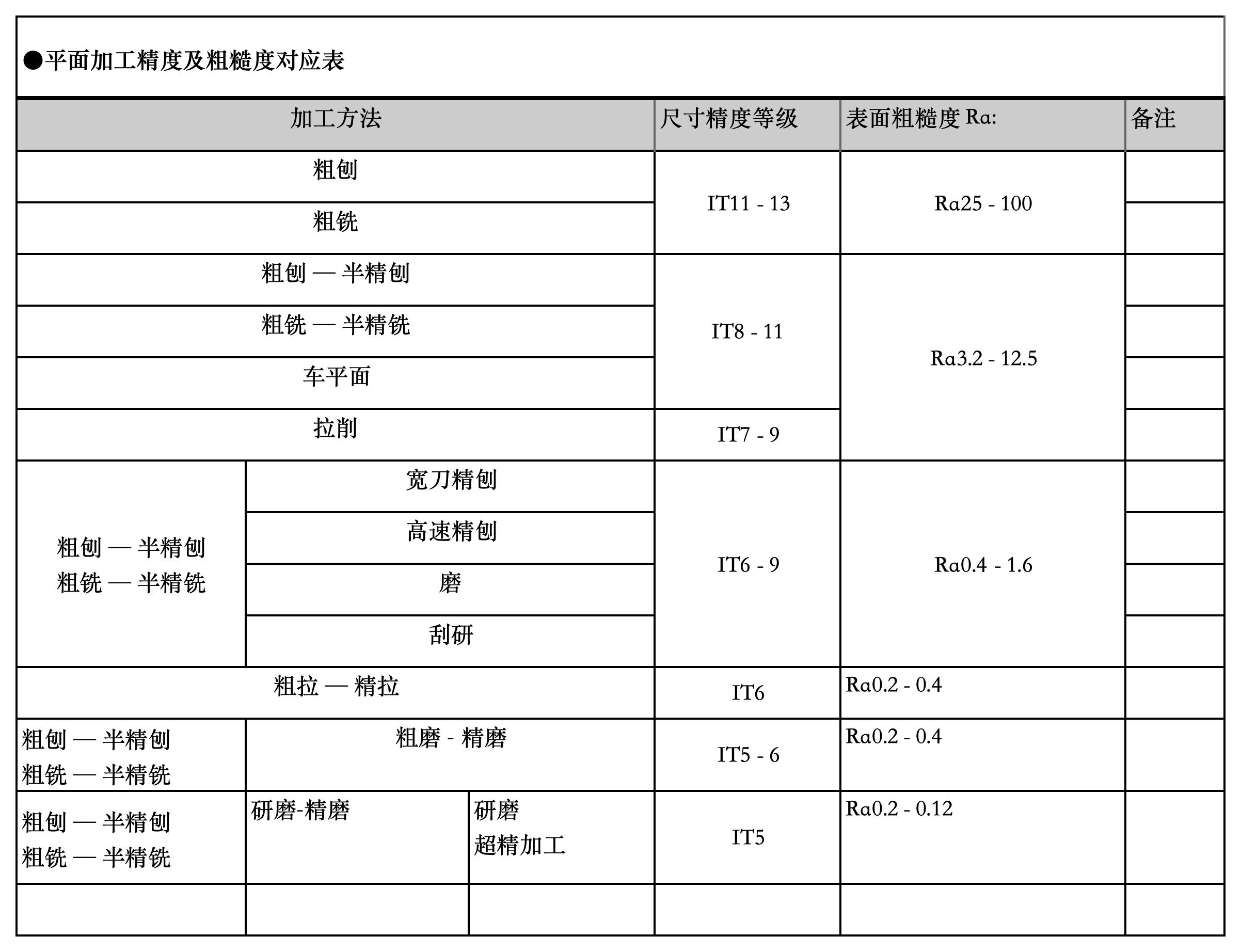
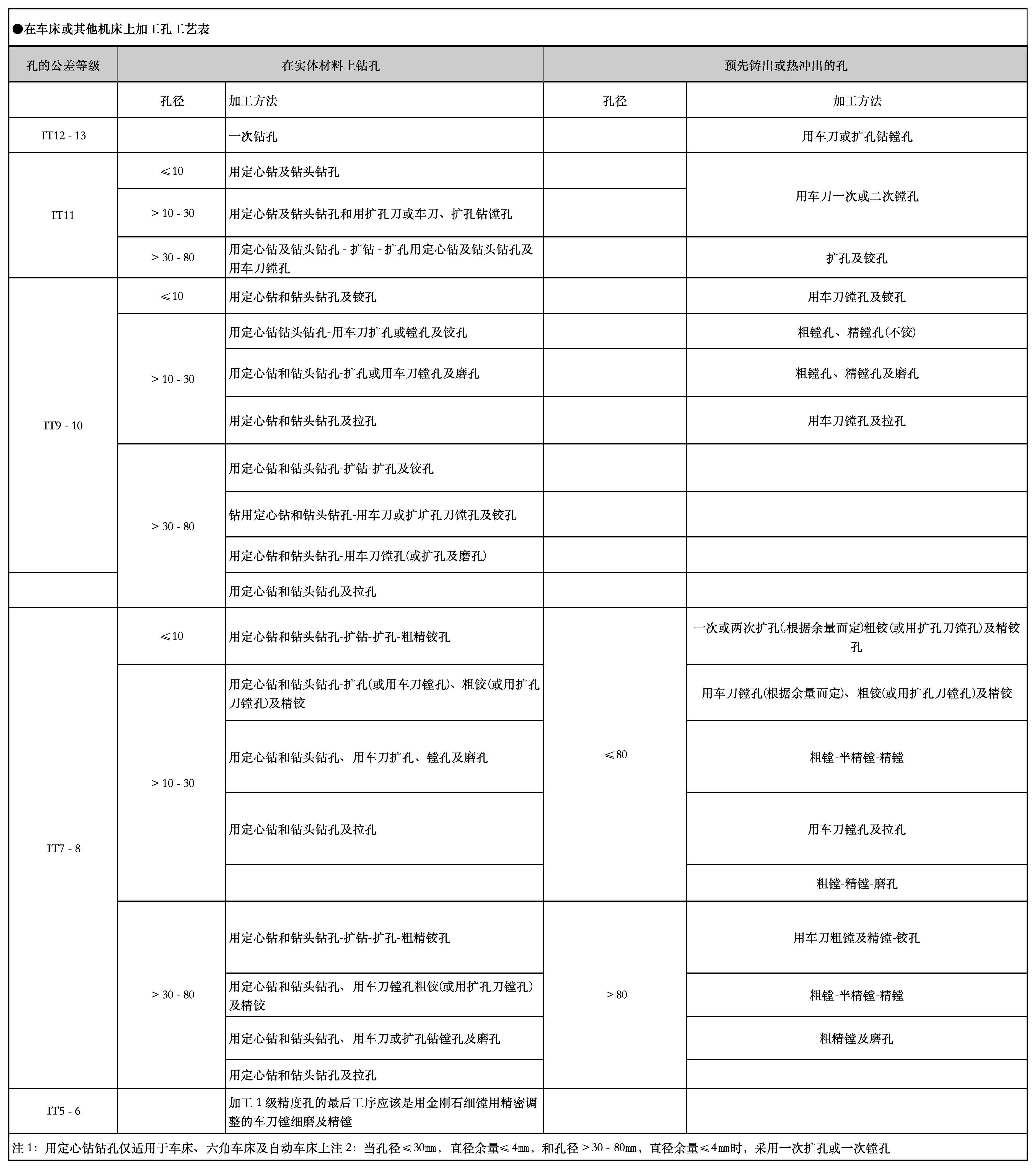
各加工工程(鋳造・切削・歯車加工など)の精度・パラメータ比較表
プロセス精度とパラメータの比較表
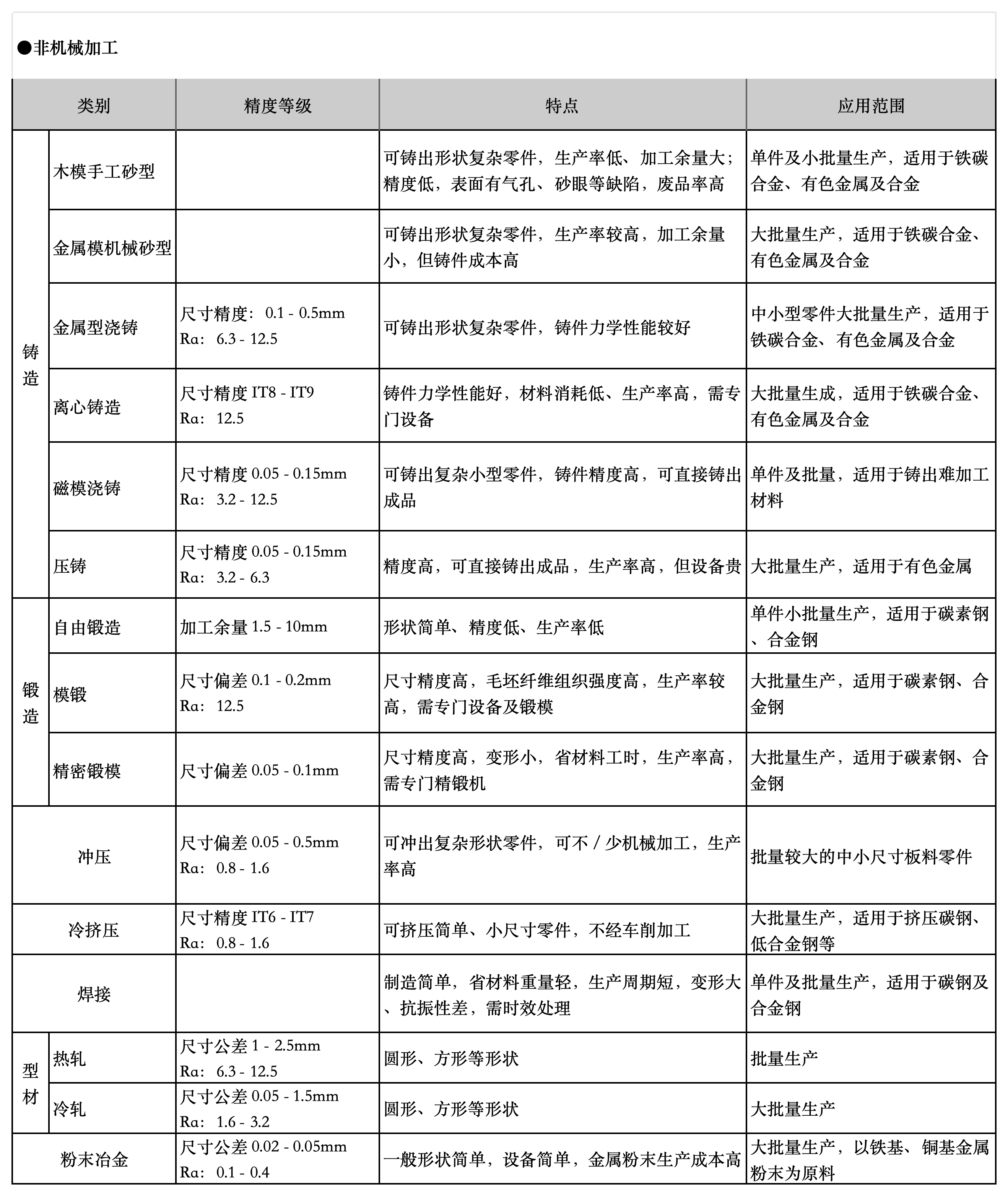

さまざまな加工方法で達成できる精度を要約すると次のようになります(注:精度範囲は加工条件、材料、経済性の影響を受け、以下は典型的な経済的精度です)。
▶旋回
経済性精度:IT8~IT7(精密車はIT6~IT7まで)
表面粗さ:Ra 1.6~0.8 μm(微旋削)
▶製粉
経済性精度:IT8~IT7
表面粗さ:Ra 6.3~1.6 μm(仕上げフライス加工)
平坦度公差:微粉加工はIT8レベルに達することができます
▶ 飛行機。削
経済性精度:IT9~IT7
表面粗さ:Ra 6.3~1.6 μm
真直度/平坦度公差:IT8レベルまでの微細なプレーニング
▶研削。
経済性精度:IT8~IT5(微粉砕IT6~IT7、微粉砕IT5~IT6)
表面粗さ:Ra 1.25~0.16 μm(微粉砕)
超精密研削:ナノメートルレベル(10⁻¹~10³ nm)まで
▶ドリル
経済的精度:IT11~IT12(粗いドリル)
1