
6
2025.8
著者
20
読書量
穴あけは機械製造における重要な切削プロセスの 1 つであり、ドリルビットの幾何学的パラメータは、切削性能、加工精度、効率に重要な影響を与えます。 この記事では、ドリルビットの幾何学的パラメータの定義、機能、相互関係を詳しく掘り下げ、掘削プロセスの最適化のための理論的根拠と参考を提供することを目的としています。
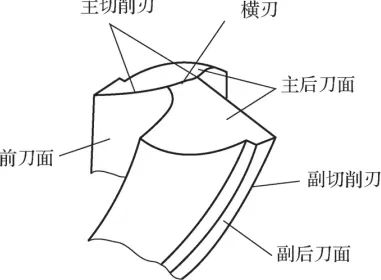
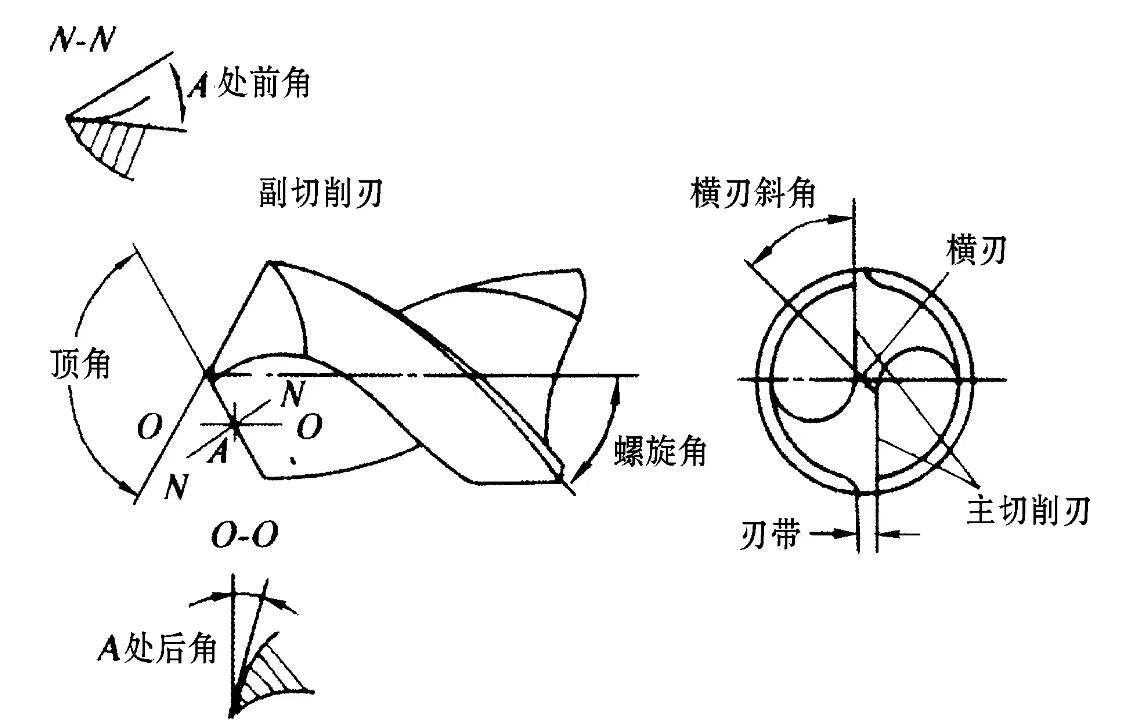
ドリルビットの幾何学的パラメータには、主にねじれ角、エッジ角、すくい角、バック角、主偏角、エッジ傾斜角、横エッジベベル、クロスエッジ、ドリルコアの厚さなどが含まれ、これらのパラメータの合理的な設計と選択は、穴あけプロセスにおける切削抵抗、切削熱、工具摩耗、加工表面品質などの要因に直接影響します。
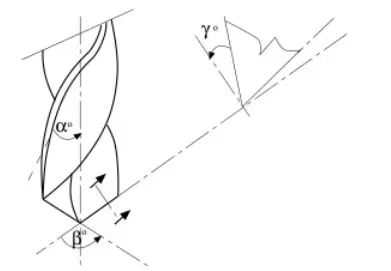
1. スパイラル角度(β)
ねじれ角βは、ドリルビットの外円筒面とらせん溝の表面の交点上の任意の点における接線とドリルビット軸との間の角度として定義され、その基準範囲は通常β=18°30°です。 ねじれ角のサイズは、ドリルビットの切削性能に大きな影響を与えます。 具体的には:
切削液の保持と排除に影響します。スパイラル角度が大きいほど、スパイラル溝のスペースが広がり、切削液の保持と切削領域への供給がより容易になり、切りくずのスムーズな排出にも役立ち、ドリルビットの損傷や切りくずの詰まりによる加工表面品質の低下を回避します。
関連するすくい角の変更:βのサイズは、すくい角のサイズγ₀に直接影響します。 βが増えると、ドリルビットの外縁のすくい角が大きくなり、刃先の切れ味が増し、切削抵抗がより省力化されます。 ただし、βが大きすぎると、ドリルビットの中心付近のすくい角が小さくなり、切削抵抗が増加し、工具強度が低下する可能性があります。 したがって、実際の用途では、切削性能と工具強度のバランスをとるために、加工材料や切削条件に応じてねじれ角の妥当な範囲を総合的に検討する必要があります。
2.ブレード角度(2φ)
2φのエッジ角度は、2つの主刃先がそれらに平行な平面上に投影する角度を指し、値は一般的に2φ=118°±2°です。 切削角度は、ドリルビットの切削プロセスに大きな影響を与えます。
·関連する切削形状パラメータ:2φのサイズは、すくい角γ₀、切削厚さ、切削幅、切りくず流出方向、放熱、ドリルビットの耐久性など、多くの切削関連要因に直接影響します。 たとえば、刃先が大きいと、切削プロセス中に刃先が被削材に切り込みやすくなり、切断の厚さと幅が増加しますが、同時に、切削抵抗が増加し、放熱条件が悪くなる可能性があります。 逆に、刃先角度が小さいほど刃先が浅くなり、切削抵抗は比較的小さくなりますが、切削効率が低下する可能性があります。
適応可能な材料特性:高塑性・高強度の材料を穴あけする場合、切削角度を適切に大きくすることでドリルビットの切削性能の向上に役立ちます。 脆性が高く耐摩耗性に優れた材料の場合、エッジ角度を小さくすると、ドリルビットの耐久性が向上します。 これは主に、材料ごとに切削特性と切削抵抗と切削熱に対する感度が異なるためであり、エッジ角度を調整することで切削プロセス中の力と熱分布を最適化できるため、ドリルビットの耐用年数が延び、加工品質が向上します。
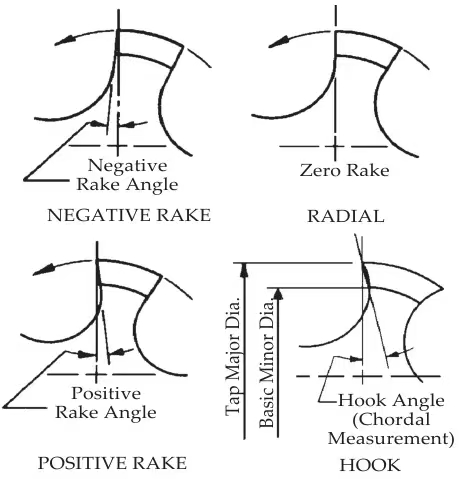
3.フロントコーナー(γ₀)
すくい角 γ₀ はドリルビットの P₀ 平面内にあり、Aγ と Pγ の間の角度です。 場所によって、基準値は異なります。
外縁γ₀(外縁)の前角は、ねじれ角βに等しくなります。
内縁のすくい角は-30°γ₀(内縁)です。
・クロスエッジγ(水平エッジ)のすくい角が54°- 60°間。
すくい角は切断プロセスに重要な影響を与えます。
切削抵抗と刃先強度のバランス:γ₀が大きいほど、刃先が鋭くなり、切断時に必要な切削抵抗が小さくなり、切削の省力化が進みます。 しかし、同時に刃先の強度が低下し、切削工程で摩耗や欠けが発生しやすくなります。 逆に、γ₀が小さいほど刃先強度が向上し、より大きな切削抵抗に耐えることができますが、それに応じて切削抵抗が増加し、切削効率が低下し、表面品質が低下します。
変化の法則と影響要因:γ₀ は外縁から中心に向かって徐々に減少し、これはねじれ角β、主偏角 κr、ブレード傾斜 λs などの複数の幾何学的パラメータに関連しています。 穴あけプロセス中、切削位置が外縁から中心にシフトすると、これらの幾何学的パラメータの相互作用によりすくい角が変化し、それが切削性能に影響を与えます。 したがって、ドリルビットを設計および研削する際には、切削プロセス全体のすくい角分布がさまざまな切削位置のニーズを満たし、効率的かつ安定した切削加工を実現できるように、幾何学的パラメータの合理的な組み合わせを正確に制御する必要があります。
4. バックアングル(αf)
トレーリング角度αfは、ツールのA_a面と選択した点からP_f以内のP_fとの間の角度として定義され、クロスエッジ付近のバックアングルは通常αf = 20です°26°間。 その主な機能と効果は次のとおりです。
摩擦を減らし、切断環境を改善します。農村角を適切に大きくすると、工具A_a面とワークピースの間の摩擦が減少し、切削液が切削領域に流れやすくなり、それによって切削熱の放散が促進され、刃先の切れ味が維持され、切削抵抗が減少し、加工面の品質が向上します。 これは、小さな農村角度が小さいと、工具とワークピースの間の接触面積が増加し、摩擦熱が増加し、工具の摩耗が加速し、切削液が切削領域にスムーズに到達しにくくなり、冷却効果に影響を与えるためです。
工具の強度と振動の関係:ただし、過度の田舎性は刃先の強度を弱め、切削中に工具が振動や刺さりやすくなる可能性があります。 刃先の強度が不十分な場合、切削力の作用下で工具は弾性変形や振動を起こしやすく、加工面の仕上げが破壊されるだけでなく、工具の早期故障にもつながります。 したがって、垂木角度の選択では、摩擦の低減と工具強度の確保の間の最適なバランスを達成するために、切削材料、切削量、ドリルビットの直径などの要素を総合的に考慮する必要があります。
5. 主赤緯 (κr)
主偏角 κr は、Pγ 平面上の主刃先の投影とドリル送りの方向との間の角度を指します。 主偏角は、すくい角のサイズに重要な影響を与えます γ₀:
前角の分布に影響を与える:主刃先の各点のκrは等しくなく、通常、外径の主偏角は大きく、ドリルの中心は小さくなります。 刃先に沿った主偏角のこの変化により、それに応じてすくい角が変化し、切削プロセス中の切削抵抗分布と工具摩耗に影響を与えます。 穴あけの過程では、外径の切削速度が高くなり、主な切削作業を引き受け、主偏角が大きいため、この場所のすくい角が比較的大きくなり、切削抵抗が減少し、切削効率が向上します。 ドリルセンターでは、切削速度が遅いため、主偏角が小さいため、一定の工具強度を確保し、低速切削中の工具の過度の摩耗や損傷を回避できます。
最適化された切断プロセス:主偏角の分布を合理的に設計することで、切削プロセス中の力と熱分布を最適化し、ドリルビットの全体的な切削性能を向上させることができます。 たとえば、硬度と強度の異なる材料を加工する場合、主偏角を適切に調整すると、切削抵抗を刃先により合理的に分散させ、局所的な過負荷と工具の摩耗を軽減し、ドリルビットの耐用年数を延ばし、加工精度と表面品質を向上させることができます。
6. ブレード傾斜角 (λs)
エッジ傾斜 λs は、P_s面内の刃先とP_sの間の鋭角です。 その主な機能と特徴は次のとおりです。
切りくずの流出方向を制御します。λsの主な役割は、切りくずの流出方向を制御することです。 λs が負の場合、切りくずはワークピースの加工面に流れ、刃先の切りくずの摩擦と障害を軽減し、切削抵抗を軽減し、切削液が切削領域にスムーズに到達しやすくなります。 さらに、負のエッジ傾斜角により、切削プロセス中に刃先が被削材に徐々に切り込まれ、切削衝撃が軽減され、切削プロセスの安定性が向上します。
刃先の強度と切削抵抗の分布に影響します。エッジの傾斜の大きさは、エッジチップの強度だけでなく、γ₀ の変動や切削抵抗の分布にも影響します。 エッジ傾斜角の絶対値が大きくなると、エッジ先端の応力集中現象が緩和され、それに応じてエッジ強度が増加します。 しかし、同時に刃先の切削抵抗の分布も変化し、切削抵抗の方向が変化し、加工面の品質や精度に影響を与える可能性があります。 したがって、刃先の傾きを選択する際には、切削安定性と加工表面品質、工具の強度と耐久性の要件を総合的に考慮する必要があります。
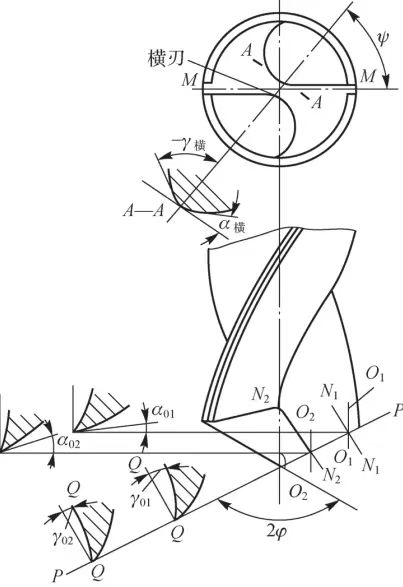
7. 水平刃のベベル(ψ)
クロスエッジψのベベルは、ドリルビットの端面投影におけるクロスエッジと主刃の間の角度を指し、その基準範囲はψ = 47です°55°。 クロスエッジのベベルは、ドリルビットのセンタリング性能に重要な役割を果たします。
センタリング原理:クロスエッジのベベルが大きいと、穴あけの初期段階でクロスエッジがワークピースの材料に切り込みやすくなり、刃先とワークピースの間の接触面積が小さくなり、ドリルビットのセンタリングに役立ちます。 ドリルビットが切断を開始すると、大きなクロスエッジベベルを備えたドリルビットは、加工された穴の中心位置をより正確に位置合わせし、穴あけの瞬間のドリルビットのオフセットと揺れを減らし、穴の加工精度を向上させることができます。
バックアングルとの関係:クロスブレードのベベル角とバックアングルのαfの間には一定の相関関係があります。 トレーリング角度αfが大きくなると、それに応じてクロスエッジのベベルψが減少します。 したがって、実際にドリルビットを研削する際には、バッキング角度とクロスエッジのベベル角度の合理的な組み合わせを総合的に考慮して、ドリルビットが良好な切削性能を備えているだけでなく、センタリング要件を満たすことができ、クロスエッジの小さなベベル角によるセンタリング不良による穴のたわみや拡大などの加工品質の問題を回避する必要があります。
8.水平ブレード(bψ)
クロスエッジはドリルビットの 2 つのA_a辺の交点であり、その長さの基準値は ψ です (d はドリルビットの直径です)。 クロスカッティングエッジが穴あけプロセスに与える影響は、主に次の側面に反映されます。
軸方向の抵抗と強度:クロスエッジの長さは、穴あけ中の軸方向の抵抗とエッジの強度に直接影響します。 クロスエッジが長すぎると、切削抵抗の増加により、切削方向のドリルビットの送り抵抗が増加し、穴あけプロセスが十分にスムーズではなくなり、クロスエッジでの工具の摩耗が加速し、工具の耐用年数が短くなります。
センタリングと加工精度:クロスエッジの長さも、ドリルビットのセンタリング動作に影響します。 クロスエッジが短いほど、穴あけの初期段階で被削材の中心に切り込む可能性が高く、切削抵抗が小さくなり、ドリルビットが所定の穴軸方向に沿ってより正確に切削できるため、穴の加工精度が向上します。 したがって、工具の強度を確保することを前提に、クロスエッジの長さを適切に短くすることは、穴あけ加工の品質を向上させる効果的な方法の1つです。
9. ドリルコア厚 [κ(2γc)]
ドリルコアの厚さκはドリルビットの中心の厚さを指し、その基準範囲はκ =(0.125 0.2)dです。 ドリルコアの厚さは、ドリルビットの強度とセンタリングに重要な役割を果たします。
強度保証:ドリルコアの厚さが大きいほど、ドリルビットの中心部分の強度が高くなります。 穴あけプロセス中、ドリルビットは大きな軸方向の切削力とねじり切削トルクに耐える必要があり、十分なドリルコアの厚さは、ドリルビットの曲げ抵抗とねじれ抵抗を高め、切断プロセス中のドリルビットの破損や過度の変形を防ぎ、穴あけプロセスのスムーズな進行とドリルビットの耐用年数を確保します。
センタリング効果と抵抗のバランス:ドリルコアが厚いほどドリルビットをより安定したサポートとガイダンスに提供できるため、ドリルコアの厚さの増加は、ドリルビットのセンタリング効果を向上させるのに役立ちます。 ただし、ドリルコアの厚さが増すと軸方向の抵抗も増加し、ドリルビットの切削効率や送り性能にある程度影響を与える可能性があります。 したがって、ドリルビットを設計する際には、ドリルビットの最高の切削性能を達成するために、ドリルコアの厚さによってもたらされる強度とセンタリングの利点と軸方向抵抗の増加の間の最適なバランスを見つける必要があります。
要約すると、ドリルビットの幾何学的パラメータは相互に関連しており、相互に影響し合っており、各パラメータの合理的な設計と最適化は、穴あけの全体的な効果において無視できない役割を果たします。 実際の用途では、さまざまな加工材料、切削条件、加工要件に応じて、ねじれ角、エッジ角、すくい角、バックアングル、主偏角、エッジ傾斜角、横エッジベベル角、横エッジ、ドリルコアの厚さなどの幾何学的パラメータの包括的なトレードオフと正確な調整により、ドリルビットの切削性能を最大限に活用し、加工効率、加工精度、工具耐久性を向上させ、効率的、高品質、低コストの穴あけ加工を実現します。 将来的には、切削理論の継続的な発展と製造技術の継続的な進歩により、ドリルビットの幾何学的パラメータの詳細な研究と最適化により、機械製造業界にさらなる革新と進歩がもたらされ、穴あけ技術がより高いレベルに促進されるでしょう。