OEEとは?
OEEコアロジック:数式と実践例
OEEは、多くの友人がそれを聞いたことがあると信じており、これは多くの企業が生産現場で注目している主要なKPIの1つです。 ほとんどの人は少なくとも漠然とした概念を持っているでしょう、つまり、OEEはパーセンテージであり、それがどのように来たかについては、多くの人が知らず、表やシステムにいくつかの数字を入力することでそのような値から飛び出すことができるため、わざわざ研究しません。
繰り返しになりますが、それが何であるかを知るだけでなく、攻撃、撤退、防御、そして安心できるようにするために、その理由も知っています。
OEEとは「Overall Equipment Efficiency」の略で、Overall Equipment Efficiencyの3つの頭字語の略です。
工場の生産活動の唯一の目的は、限られた時間内に顧客のためにできるだけ多くの適格な製品を生産することです。
しかし、必然的に、設備が古くなり、部品が摩耗し、人員が流れ、環境が変化し、あらゆる種類の小さくて知覚できない変化が生産プロセスに作用し続け、その結果、生産能力が基準を満たすことができず、効率が追いつかず、製品の認定率が基準に達しません。
現時点では、これらの状況を正確に反映できる指標、OEEが必要です。
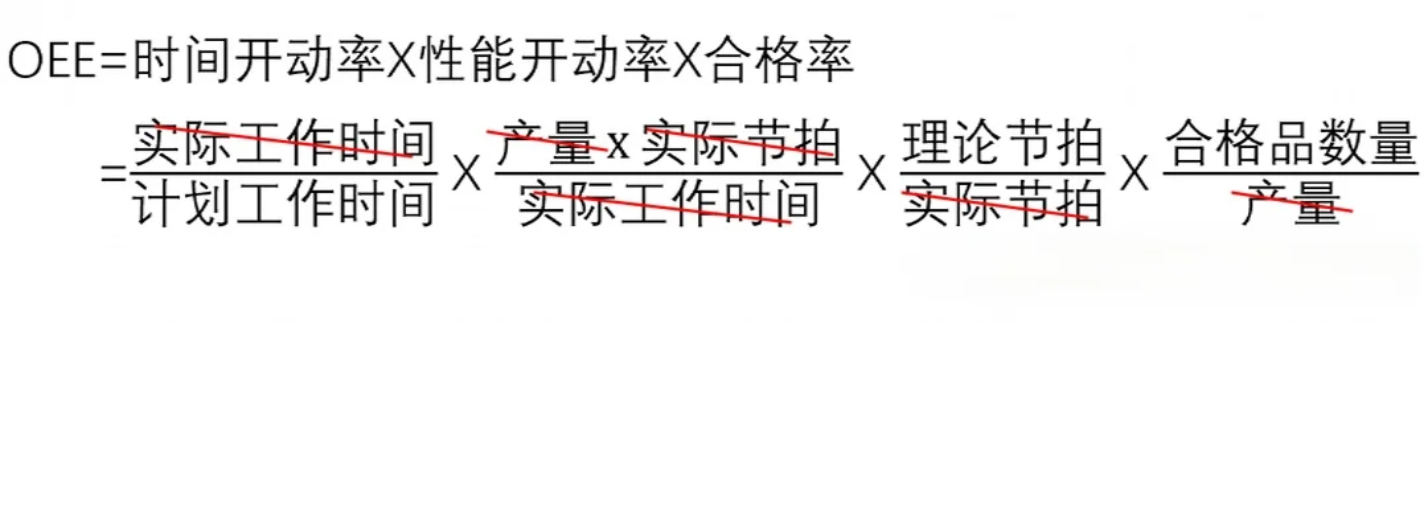
OEE = 時間稼働率 X 性能稼働率 X 合格率
まず、機器の時間利用率を反映する時間利用率について話しましょう。
計画作業時間 = シフトごとの利用可能時間 - 計画ダウンタイム
各シフトの利用可能時間は決まっており、3交代制の場合、各シフトの利用可能時間は480分である。 しかし、この480分を100%使えるかどうかは必ずしもではありません。 多くの機器は人が操作する必要があり、シフトで8時間飲食や休憩をしないことは不可能であり、機器も定期的なメンテナンスが必要です。 したがって、計画された労働時間は、従業員の休憩時間、各シフトのシフト前の引き継ぎ時間、計画された設備メンテナンス時間など、利用可能な時間に基づいて行う必要があります。
実績労働時間 = 計画労働時間 - 計画外のダウンタイム
計画外のダウンタイムとは、ヒューズの切れやギアの破損など、突然の予期せぬ理由による予期せぬダウンタイムとして理解しやすいです。 または、緊急の注文などによる一時的な交換時間。 主なことは驚きです。
性能稼働率は機器の性能を反映しており、理論出力と実際の出力の比率です。
「料金」はたくさんありますが、1つ1つ内訳されており、覚えやすいのでご安心ください!
正味駆動率 = (生産 x 実際のサイクル タイム) / 実際の作業時間
正味稼働率は、生産プロセスの小さなダウンタイムや問題点によって引き起こされる損失を測定します。
出力はわかりやすく、これはクラスで生産される製品の数です。
簡単に言うと、サイクルサイクルは、通常の生産条件下での2つの製品間の時間です。 または、製品を完成させるのにかかる平均時間。 各ステーションのビートは異なる場合があり、プロセス全体のビートはボトルネックステーションのビートによって制約されます。
速度稼働率は、経年劣化、不適切なメンテナンスなどによる機器効率の低下を反映しています。
実際の拍子は入手しやすく、ストップウォッチを製作現場まで持ち、時計を数回つまんで得た平均時間を実際の拍子として使うことができる。 多くの宝物は理論的なビートを知らず、会社のプロセス開発部門に直接行って尋ねてください。 理論上のサイクルタイムはプロセス開発の開始時に決定され、理論上のサイクルタイムは、機器の最良の状態で顧客の注文要件に従って設計されます。
これは単純で、デバイスがどれほど効果的に機能するかを反映しています。
担当するシフトの利用可能時間が 480 分の場合、各シフトの開始前に 10 分間のシフト前ミーティングを行い、前のシフトの生産状況を引き継ぐ必要があります。 正午の12:00-12:30は従業員が食事と休憩の時間であり、計画によると、メンテナンス部門は機器のベアリングに注油とメンテナンスを行う必要があり、これには30分かかります。 生産プロセス中、テストソフトウェアの頻繁なエラーにより、技術者は検査のために機械を停止し、40分後に生産を再開する必要がありました。 ある駅の線路が頻繁に詰まるため、各製品の生産時間が60秒から現在の65秒に変更されました。 仕事を終えると、統計の後、シフトで合計340の製品が生産され、5つの製品が廃棄されました。 このクラスのOEEを計算しますか?
まず、OEEの計算式に従って、時間稼働率を計算しましょう。
利用可能時間は480分、計画作業時間は480-10-30-30=410分、実際の作業時間は410-40=370分です。
時間稼働率=実際の稼働時間/計画稼働時間= 370/410 = 90.2%;
正味稼働率=(出力x実際のサイクルタイム)/実際の稼働時間=(340 * 65/60)/370 = 99.5%;
速度稼働率 = 理論サイクルタイム / 実際のサイクルタイム = 60 / 65 = 92.3%;
したがって、パフォーマンス稼働率 = 正味稼働率 X 速度稼働率 = 99.5% * 92.3% = 91.8%;
OEE=90.2%*91.8%*98.5%=81.6%
実際、次の図に示す OEE 計算ロジックによれば、いくつかの一般的な項目は直接近似できるため、OEE を計算する際にそれほど多くの情報は必要ありません。 OEEを計算するには、計画された作業時間、理論上のサイクルタイム、および各シフトで生産された適格製品の数を知るだけで済みますが、ここには問題があり、OEEが大きく変動したり、著しく基準を満たしていないため、歩留まりが低いためか、生産現場で研削している外国人労働者がいるか、または機器の安定性に問題があるか。