このトリックを機械加工で使用して、バリを減らします
バリ加工とバリの低減のための工具設計のヒント
金属を加工する過程で、部品にバリが現れることがよくあります。 そのため、生産・加工の過程で、さまざまな部品のバリを除去するには多くの人的資源と物的資源が必要です。 したがって、多くのコストが無駄に浪費されます。 では、金属加工におけるバリの発生を効果的に減らすにはどうすればよいでしょうか? ツール設計の観点から詳しく紹介しましょう。
工具材料自体の性能は工具の切削性能に影響を与える主な要因であり、切削中の工具は、作業環境が非常に過酷であり、工具は多くの切削力に耐える必要があり、高温加熱によって酸化する必要があり、工具の摩耗が悪化します。 工具が摩耗すると刃先が鈍くなり、粗いバリが発生しやすくなり、除去が非常に困難です。 したがって、工具を設計する際には、加工要件と被削材の特性に応じて工具材料を選択する必要があります。
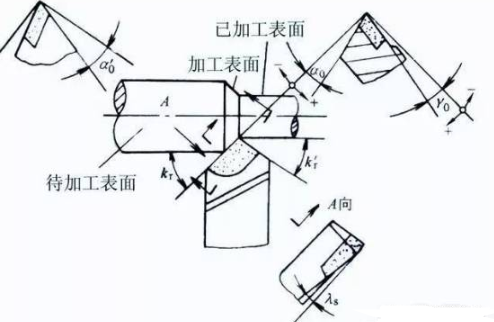
バリの生成に影響を与える工具角度には、主にすくい角、バック角、主偏角、二次赤緯待つ。 すくい角を適切に大きくすると、切削の変形を効果的に低減でき、バリの発生を減らすのに役立ちます。
バックアングルを適切に大きくすると、刃先が鋭くなり、被削材への刃先の押し出しが減り、バリの発生も軽減されます。 主偏角と二次偏角は、主に残留面積の主な要因に影響し、切断中に残留面積にバリが発生することがよくあります。
部品の加工要件と加工条件に応じて、さまざまな構造形態の工具を使用してバリの発生を制御できます。 たとえば、複合工具を使用する場合、前の工具で発生したバリを加工プロセス中に後者の工具で除去できるため、バリの発生を効果的に制御し、加工品質が向上します。
生産では、各バリ取り方法の加工原理、特性、用途が異なります。 さまざまな部品や加工方法で製造されるさまざまな種類のバリでは、どのようなバリ取り方法が非常に重要であり、バリ取りに影響を与える要因は数多くありますが、要約すると、主に部品の加工条件と加工要件であるため、バリ取り方法を選択する際には次の問題を考慮する必要があります。
1. 生産バッチ、材料特性、構造形状、加工部品のサイズなどの要因。
2.処理能力、経済性、既存のバリ取り装置、およびバリ取り方法の技術レベル。
最後に、複数のテストを通じて最適なパラメータを選択し、良好な結果を得ることができます。