
14
2025.1
著者
77
読書量
1フィクスチャの定義
•ジグ
ワークピースを加工する場合、特定のプロセスを完了するためにワークピースを正確かつ迅速に取り付けるために使用される装置。
機械製造工程で加工対象物を固定し、施工や検査のために正しい位置を占めるようにする装置をいう。 広い意味では、ワークピースを取り付ける過程のあらゆるプロセスを治具と呼ぶことができます。 たとえば、溶接治具、検査治具、組立治具、工作機械治具などです。 その中でも、工作機械の治具が最も一般的で、治具と呼ばれることがよくあります。
治具は通常、位置決め要素、クランプ装置、工具誘導要素、インデックス装置接続要素、およびクランプ本体 (固定具ベース) で構成されます。
2治具の分類
1. 一般備品
標準化された治具。
として:マシンバイス、チャック、インデックスヘッド、回転テーブルなどは汎用性が高く、加工プロセスや加工対象物の変容によりよく適応でき、その構造が最終決定され、サイズと仕様がシリアル化され、そのほとんどが工作機械の標準付属品となっています。
特異:位置決め精度の保証が容易ではなく、生産性が低く、単品の小ロット生産にのみ適しています。
2. 特殊治具
特定の部品の特定のプロセスのために特別に設計および製造された治具。
特定のプロセスにおける特定の製品部品のクランプニーズに合わせて特別に設計および製造されたサービス対象は単一であり、非常に的を絞っており、通常は製品メーカーによって設計されています。
だから:高い位置決め精度、高い生産量、1,000の大量生産に適しています。
3、調整可能なクランプ
要素の交換または調整が可能な特別な治具。
4、コンビネーション治具
さまざまな形状、仕様、用途の標準化されたコンポーネントで構成される治具で、単品、小ロット生産、および新製品の試作や製品が頻繁に変更される一時的な作業に適しています。
3治具構成:
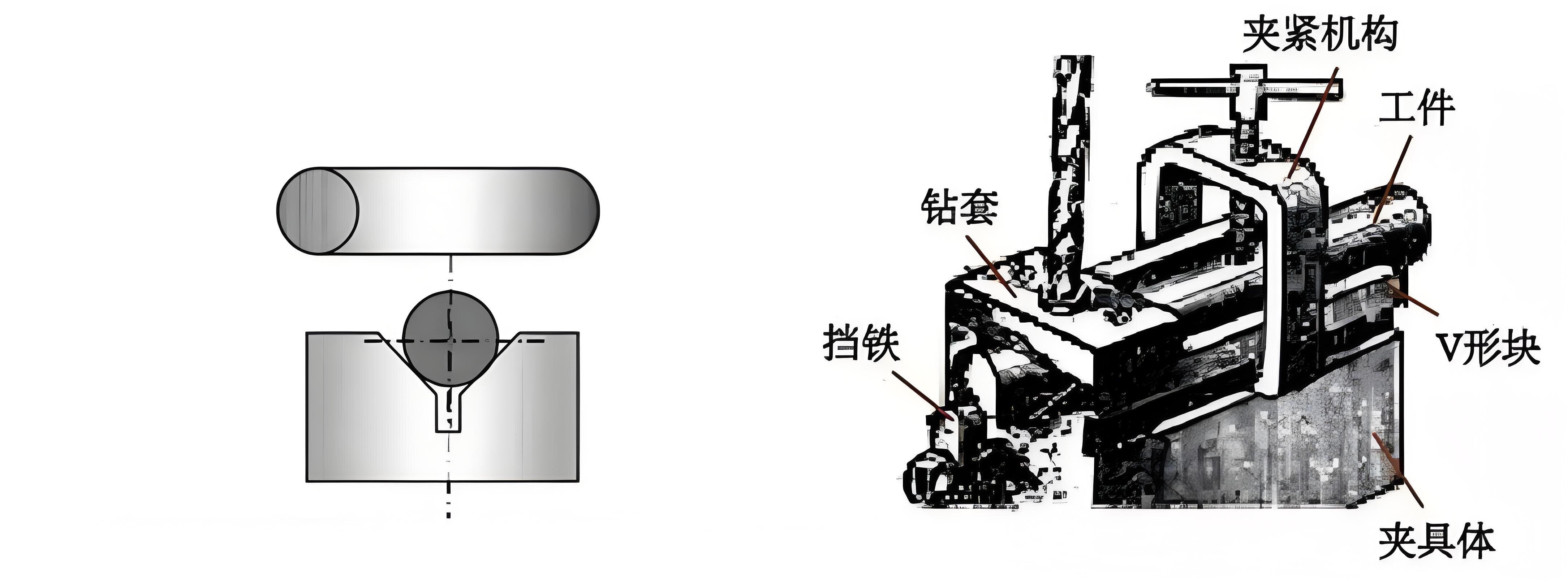
1、コンポーネントとデバイスの位置決め
ワークピースの正しい位置を決定するために使用される固定具上のコンポーネントとデバイス。
2、クランプ機構と装置
ワークピースを治具に配置した後、切削力などに耐えるようにクランプされます。
3、ガイドと工具設定要素
工具の位置を合わせ、工具を正しい加工位置に導くために使用される治具上のコンポーネント。
4、コンポーネントの接続
治具と機械の正しい位置を決定する治具上の要素。
5、その他のコンポーネントとデバイス
インデックス機構、ガイドキー、バランスブロックなど
6、コンクリートをクリップする
治具の基準部分です。
4治具の設計と選択のガイドライン
1.使用中のワーク位置決めの安全性、経済性、安定性、信頼性。
2.ツーリング治具上のワークピースの構築プロセスを確実にするのに十分なベアリングまたはクランプ力があります。 同時に、クランプポイントを交換することによって、治具またはワークピースの位置決め精度が損なわれてはなりません。
3、クランププロセスにおけるシンプルで迅速な操作を満たします。
4、摩耗部品は、できれば他の工具を使用せずに、すぐに交換できる構造でなければなりません。
5、調整または交換中に治具を繰り返し位置決めする信頼性を満たします。
6.方向性のある方法で設置し、部品と工作機械の位置決め面を調整して、特定の座標サイズの接触を維持できます。
7、クランプはできるだけ開いている必要があるため、クランプ機構要素と加工面との間に一定の安全距離を維持し、クランプ機構要素は加工プロセス中にクランプ機構が衝突するのを防ぐためにできるだけ低くする必要があります。
8、複雑な構造や高額なコストをできるだけ避けてください。
9、可能な限り、信頼できる品質基準が構成部品として選択されます。 ユニバーサルおよびユニバーサルコンビネーションフィクスチャの使用を優先します。
10、器具が使用される国または地域の安全法および規制を満たします。
11、設計スキームは、手動、空気圧、油圧、サーボの原則を順番に踏襲します:小ロットまたはバッチ生産には特別な治具を検討でき、大規模な生産バッチにはマルチステーション治具と空気圧を検討できます。 油圧クランプ;
12、会社の内部製品のシリアル化と標準化を形成します。
5gageの意味
•メジャリング
測定値を一定の形で再現する測定器。
測定ツールは物理ゲージの略で、定量化のために1つまたは複数の既知の測定値を再現または提供するために使用される場合に固定された形状を持つ機器です。 たとえば、重り、標準バッテリー、色温度ランプ、抵抗器、ゲージ、信号発生器、および (単一値または複数値、定規の有無測定器はすべて測定ツールです。
ゲージには通常、インジケーターがなく、測定プロセスで可動部品も含まれていませんが、測定対象物自体によって形成されます。 例えば、液体の体積を測定する測定器は、液体の上端面をインジケーターとして使用し、調整可能なゲージにはインジケーター装置がありますが、信号発生器での測定など、機器の測定ではなく、測定器の調整に使用されます。
6測定ツールの分類
1、汎用測定ツール
万能エネルギーツールとしても知られています。 一般的には、測定工具工場で製造される万能測定工具を指します。 定規、アングルブロック、キャリパーなど。
2、特殊測定ツール
非スカラーメジャーと呼ばれることもあります。 ワークピースの特定の技術的パラメータを検出するために特別に設計および製造された測定ツールを指します。 例えば、内外溝ノギス、ワイヤーロープノギス、ステップゲージなどの測定器は、測定値を固定した形で再現する測定器です。
3、バーニア測定ツール
ゲージは、部品のサイズ、角度、形状精度、相互位置精度を測定するために使用される測定ツールです。 一般的に使用されるノギーには、ノギス、深さノギス、高さノギス、マイクロメーター、ダイヤルインジケーターなどがあります。
7測定ツール選定の目安
1、測定の精度を保証する
測定器の性能指標は測定器の選択の主な基礎であり、性能指標は主に値誤差、値変動、および戻り誤差です。
2、加工方法や数量に応じて選択されます
大量生産は、主に特殊な測定ツール、ゲージ、特殊機器に基づいています。 高効率の機械化および自動化された特殊測定器が多数選択されています。
3、部品の性質に応じて選択されます
測定器は、部品の構造、特性、サイズ、形状、重量、材質、剛性、表面粗さに応じて選択されます。
4、お住まいの州に合わせて選択してください
たとえば、現代の機械製造生産の自動化には、測定の自動化が必要です。 動的測定は静的測定よりも複雑です。
8測定ツール選定の目安
切削速度、切削深さ(バックカット)、送り(工具通路)は、切削量の3つの要素と呼ばれます。
1、切削速度V(m/min)
ワークピース上で加工される表面の円周速度(主運動の直速度)を切削速度と呼びます。
式:V = πDn/1000(m/min)
V:切断速度; D:加工するワークピースの直径(mm)。 n:工作機械速度(r / min)
これは通常、コンピューターマシンのスピンドル速度の切削深さに基づいています。
2、切削深さ ap(mm)
加工面と加工面の間の垂直距離を切削深さと呼びます。
3、送りf(mm/r)
ワークピースが1週間回転すると、送り方向に沿った旋削工具の動きを送り量と呼びます。
9一般的に使用される工具材料
1、炭素工具鋼
T7、T8、T9など... T13など ヤスリや鋸刃などの簡単な手工具を作るのに適しています。
2、合金工具鋼
9SiCrなどの耐熱性が低く、タップなどの低速プロトタイピングツールの作成に適した炭素工具鋼に少量のタングステン、クロム、マンガン、シリコン、その他の元素を添加します。
3、高速度鋼
タングステン、クロム、バナジウムなどの合金元素が多く含まれており、一般的に使用されるのは W18Cr4V、W6Mo5Cr4V などです。 中速仕上げ工具の製造に適しています。
4、超 硬 合金
組成はWC、TiC、Coからなり、焼結法によって得られます。
一般的に使用される超硬合金には次のようなものがあります。タングステン、コバルト、チタン(グレード:YT超硬合金:鋼などのプラスチック材料の加工に適しており、コードネームはYT5、YT15、YT30など、荒加工用のYT5、仕上げ用のYT30です。
タングステンとコバルト(グレード:YG超硬合金:鋳鉄や青銅などの脆性材料の加工に適しており、コードネームはYG3、YG6、YG8など、荒加工用のYG8、仕上げ用のYG3です。