
13
2025.8
著者
80
読書量
1. 機械加工分野におけるドリルチップ技術の開発の歴史と進化過程
重要な切削工具としてのドリルビットの歴史は先史時代にまで遡ります。 ドリルチップ技術の開発は、人類の技術進歩と材料科学の進化の典型です。

初期の開発(先史時代から中世まで):
先史時代(紀元前35,000年頃):初期のホモ・サピエンスは、回転工具を穴あけに使用できることを発見しました。 当初、穴あけは火打石の先端が付いた滑らかな木の棒を使用して行われました。 後期旧石器時代までに、材料は骨、貝殻、角にまで拡大しました。
古代エジプト時代:古代エジプト人は主に木をドリルとして使用し、木の棒を弓のデモで巻いて回転運動を作りました。 これらのドリルは、火災を起こすだけでなく、木工、歯科、石材加工にも使用されます。
13世紀:人間は金属をドリルとして使い始めました。 管状スティックの内側に銅板を使用することで、外側を研磨して穴を開けることで、材料へのダメージを軽減します。
古代ローマと中国:ローマ人は建設や金属加工用のオーガー(オーガー)を作りました。 紀元前 200 年頃、中国はドリルビット技術を大幅に進歩させ、木工、石積み、医療用の高度なドリルビットとオーガーを開発しました。 さらに、中国は深掘削技術の先駆者であり、製塩産業向けに深さ 1,000 フィートを超える塩水井を掘削しました。
中世とルネッサンス:この時期に、主に鍛冶と冶金技術の発展のおかげで、掘削工具とドリルがさらに改良されました。

近代開発(19世紀から20世紀初頭):
1806年:米国で最初に記録されたスプリングロッド井戸が58フィートの深さまで掘削され、石油産業におけるスプリングロッド掘削の基礎が築かれました。
1821年:天然ガスの入手に特化した米国初の井戸がニューヨーク州フレドニアで掘削される。 1825年:4本足のデリックが特許を取得し、構造は正方形の木でできています。
1844年:ブラントンは、圧縮空気を使用して衝撃を生み出す最初の機械化インパクトドリルを発明しました。 1861年:スティーブン・S. スティーブン・A・モースはツイストドリルを発明し、1863年に特許を取得しました。 彼の設計は、当時の非効率なショベルドリルビットを改善し、スパイラル溝を通して切りくずを切断端から運び、目詰まりを減らし、切断品質を向上させました。 それ以来、ツイストダイヤモンドの基本的なデザインはほとんど変わっていません。
1863年:ピーター・スウィーニーは、ロバート・ビアトの設計に基づいて回転式掘削技術を大幅に改良し、ほぼ連続的な穴あけと穴の洗浄の改善を可能にしました。 1900 年代初頭 (石油およびガス産業): 蒸気動力の掘削リグと単純な平らなフィッシュテール ビットを使用した回転式掘削技術が登場しました。 フィッシュテールドリルビットは、柔らかい地層では優れた性能を発揮しますが、硬い岩ではすぐに摩耗します。
1909年:ハワード・ヒューズ・シニアとウォルター・シャープが2コーンローラードリルの特許を取得しました。 このドリルは、鈍いフィッシュテールドリルを、互いに噛み合った2つのスチールコーンに置き換え、それぞれに多くの歯またはブレードが埋め込まれています。 ドリルビットが回転すると、コーンがベアリングの上で自由に転がり、削るのではなく岩石を粉砕し、中程度から硬い地層での掘削効率が大幅に向上します。
1917年:ピストルグリップとトリガータイプのスタートボタンを含む現代のハンドドリルの形状は、ブラック&デッカーの特許に由来しています。 1933 年: 3 コーン ローラー ビットが開発され、より効率的でバランスの取れた切断が可能になり、20 世紀半ばの主力製品となりました。
近代開発(20世紀の70年代から現在まで):
1970年代から現在まで:多結晶ダイヤモンド複合材 (PDC) ドリルビットが導入され、特に頁岩やその他の研磨層において、高い耐久性と高い機械的掘削速度 (ROP) により掘削技術に革命をもたらしました。 PDCドリルビットには可動部品がなく、多くの地層で非常に高速に穴を開けます。
2000年代:熱安定化PDC(TSP)ツールの導入により、高温でも硬い岩石を切断できます。
コンテンポラリー:最新のドリルは、高度な工具技術、3D モデリング設計、デジタル システムを介したリアルタイムのパフォーマンス フィードバックを組み合わせています。 たとえば、ブラシレス モーター技術により、ドリルビットの出力と寿命が向上します。 目に見えないドリルビット技術により、ドリルビットをよりまっすぐに走らせ、より良い穴を作り、ビットを均一に摩耗させて切りくずの形成を減らすことができます。 破砕作業では、ハイブリッドツールが掘削プロセスを簡素化します。
2. 非同軸スパイラルドリルチップ技術の背景とイノベーションの機会
発見の背景とイノベーションの機会は、主に従来のドリルビットの性能限界の認識と、より高い加工精度、効率、工具寿命の必要性によるものです。

発見の背景:
従来のドリル形状の複雑さと限界:ツイストドリルの形状は非常に複雑ですが、1861年以来、Stephen R. 基本設計は発明以来大きく変わっていませんが、切削抵抗、トルク、切りくず形成、穴品質などにはまだ最適化の余地があります。 従来のツイストドリルチップは通常、同軸スパイラル表面設計であり、スパイラル面の軸がドリル本体の軸と一致します。 この設計は、特定の加工条件下で、過剰な切削抵抗、切りくず排出不良、工具の不均一な摩耗、穴の品質の問題 (層間剥離、バリ、チッピングなど) を引き起こす可能性があります。
マイクロドリリング分野における課題:微細化技術の発展に伴い、微多孔質加工の需要が高まっています。 マイクロドリルビットは、破損しやすい、切りくず排出が困難、穴の品質管理が難しいなど、加工プロセスにおいてより大きな課題に直面しています。 従来の同軸設計の切削性能と安定性は、マイクロドリルビットのサイズでは高精度の要件を満たさない可能性があります。 切削抵抗、温度、摩耗の最適化: 穴あけプロセス中、切削抵抗、工具温度、摩耗は、加工効率、工具寿命、穴の品質に影響を与える重要な要素です。 研究者たちは、ドリルチップの形状を最適化することで、これらの欠点を軽減しようとしています。 たとえば、ドリル先端の長さを短くすると、穴あけ力、工具温度、摩耗を大幅に低減できます。
イノベーションの機会:
数理モデリングとシミュレーション技術の発展:コンピューター支援設計 (CAD) および有限要素解析 (FEA) ソフトウェアの進歩により、研究者は複雑なドリル先端形状をより正確に数学的にモデル化およびシミュレーションできるようになりました。 これにより、実際の製造前に、さまざまなドリル先端形状が切削性能に与える影響を予測できるようになり、新しい設計の探索と検証が加速されます。 たとえば、非同軸スパイラルドリルチップの幾何学的パラメータはMATLABソフトウェアによって計算され、マイクロドリルシミュレーションはDEFORM-3Dソフトウェアによって実行されます。
切りくず形成と切りくず排出メカニズムの深い理解:切りくずの形成、圧着、排出のメカニズムを詳しく調べると、切りくずの形態を最適化することが穴あけ性能を向上させるために重要であることが明らかになります。 非同軸スパイラル表面設計により、切りくずのカールと排出経路に影響を与えるように刃先形状を変更することで、切りくず排出性能を向上させ、切りくずの目詰まりと熱の蓄積を減らすことができます。 工具の摩耗パターンの分析: 工具の摩耗パターンを詳細に分析した結果、従来のドリルチップは、切削リップ角度やクロスエッジなど、切削プロセスの特定の領域で最も摩耗することがわかりました。 非同軸設計は、これらの重要な領域での力の配分を最適化し、工具寿命を延ばすように設計されています。
穴の品質欠陥に関する懸念:層間剥離、欠け、バリ、表面粗さなど、穴あけ中の一般的な穴の品質欠陥により、研究者はこれらの問題を改善するために新しいドリル先端形状を探索するようになりました。 非同軸スパイラルドリルチップは、切削中の力と熱分布を最適化することで、穴の完全性と表面品質を向上させるのに役立ちます。
CNC研削技術の開発: 6 軸 CNC 研削盤などの高度な製造装置の出現により、複雑な非同軸らせん表面形状のマイクロドリルビットの製造が可能になり、理論設計を実用的な製品に変換できるようになりました。
要約すると、非同軸スパイラル ドリル チップ技術の発見は、従来のドリルビットの性能ボトルネックに対する深い理解に基づいており、高度な数学的モデリング、シミュレーション、製造技術のおかげで、特定の加工課題を解決し、より高い穴あけ性能を達成することを目的としています。
3.従来の同軸スパイラルドリルチップと非同軸スパイラルドリルチップの幾何学的構造
従来の同軸スパイラルドリルチップと非同軸スパイラルドリルビットの主な幾何学的違いは、スパイラル表面軸とドリルビット本体軸の関係です。
1.従来の同軸スパイラルドリルビット:
定義:従来のツイストドリルのフルートと刃先のスパイラル軸は、ドリルビットの主軸(つまり、ドリル本体の軸)と一致します。
幾何学的特徴:
スパイラル溝: 切りくずの排出とクーラントの方向付けのために、ドリルビットの軸に沿ってスパイラルします。
カッティングリップ:スパイラル溝とドリルチップコーンの交点によって形成され、主要な切削部品です。
チゼルエッジ: ドリルチップの中央に位置し、2 つの切削リップを接続し、通常は穴あけ力が最も大きい領域です。
ポイント角度: ドリルチップの 2 つの切削リップ間の角度で、通常は 118° と 135° です。 軟質金属の場合は118°、硬質材料およびハンドヘルド穴あけの場合は135°。
クリアランス角: 摩擦を減らすための刃先の裏側とワークピースの表面との間の角度。
複雑さ: ツイストドリルの形状は一見シンプルであるにもかかわらず、複雑であり、切削ロジックには複数の角度と表面が含まれます。 利点:構造が比較的シンプルで、製造が容易で汎用性が高く、さまざまな材料の穴あけに広く使用されています。 制限事項: 特定の極端な条件 (マイクロドリル、硬質材料加工など) では、高い切削抵抗、切りくず排出の悪さ、穴の品質の悪さ、工具の急速な摩耗などの問題が発生する可能性があります。
2. 非同軸ヘリカルフランクマイクロドリル:
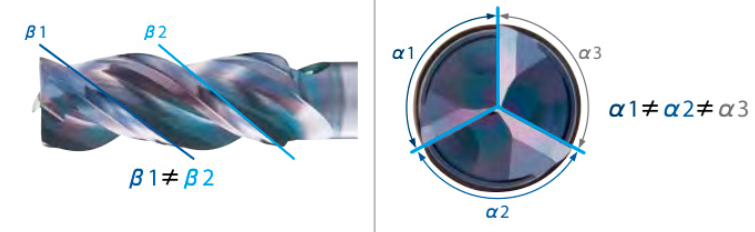
定義:非同軸スパイラルドリルチップのスパイラル軸とドリル本体の軸の間には角度(φ)があり、つまりスパイラル面の軸とドリルビットの主軸が一致しません。 この設計は、切削性能を最適化するためにマイクロドリルビットによく適用されます。
幾何学的特徴:
らせん表面軸の偏差:これがコア機能です。 スパイラル面軸とドリル本体軸の間に角度を形成することにより、刃先の形状、特にクロスエッジ領域と切削リップの傾斜角度を変更できます。
最適化されたクロスエッジ:非同軸設計は、「十字形ノミエッジ薄化」などの技術と組み合わされることがよくあります。 クロスエッジの長さを短くすることで、穴あけ力、工具温度、摩耗を大幅に低減できます。 クロスエッジのないマイクロドリルの場合、トルクと工具の温度が高くなり、切りくずの長いストリップが発生する場合があります。
刃先形状の調整:この非同軸設計により、刃先のすくい角、リップ傾斜角、未切削切りくず厚、未切削切りくず幅をより柔軟に調整でき、切削プロセスが最適化されます。
次の表は、2 つのドリル チップ ジオメトリの主な違いをまとめたものです。
|
|
|
|
|---|---|---|
| スパイラル平面軸 |
|
|
| 横型ブレード |
|
|
| 刃先はいくつありますか? |
|
|
| 製造の複雑さ |
|
|
| 主な利点: |
|
|
| 代表的な用途: |
|
|
非同軸スパイラルドリルチップ技術は、ドリルチップ形状の重要な開発方向を表しており、微細な幾何学的制御により、穴あけプロセスのより深い最適化が実現されます。