
19
2025.8
著者
88
読書量
前書き
現在、アルミニウム合金薄肉部品のほとんどは、加工変形制御を検討する際に、熱応力解放による変形問題に対処することを選択しますが、航空宇宙分野では、一部の航空アルミニウム合金薄肉部品の設計要件では、熱応力解放が許可されておらず、制約測定が許可されていません。 この論文では、特定の部品の加工例を使用して、その構造、加工の難しさ、および仕上がりを分析し、変形防止対策を策定します[2]では、熱応力を解放せずに変形しやすいアルミニウム合金薄肉部品の変形を制御する方法について説明します。
局所変形構造制御
2.1 部品構造の分析
図1に示すパーツ1の右上隅には、加工によって変形する補強材が多くなっています。 左下隅には補強材がなく、部品下部の肉厚はわずか1.6mmで、全体の原材料除去率は90%以上です。 正逆の2段階の加工方法を直接使用すると、加工が完了した後、材料の右上領域の構造が強く、左側の材料が大量に除去されるため、左下隅と右上隅の加工応力の不均一な分布につながり、最終的に補強材なしで左下の薄肉領域が変形します。
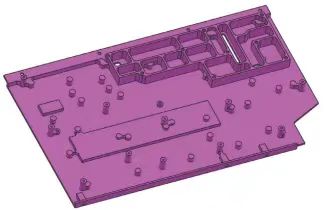
図1 パート1
2.2 加工技術の分析
部品の材質はAl6061航空用アルミニウム合金で、軽量、高強度、良好な加工性、耐食性の特性を備えていますが、加工変形が大きいです。 機械加工時の最終部品の変形を最小限に抑えるために、その前に応力解放をできるだけ小さく保つ必要があります。 ただし、熱応力除去は使用しないため、変形制御はプロセス全体から考慮する必要があります。 仕上げ加工において、プロセス設計が不合理でクランプ方法が適切に選択されていないと、不均一な力による振動、弾性変形、内部応力変形の原因となります。 加工プロセス中に部品が変形しないようにするために、プロセスは主に合理的なプロセス設計、変形防止クランプ設計、高速切断技術の 3 つの側面から保証されています。 有効期限前の部品の表裏の粗加工→自然時効→表裏仕上げにプロセスを調整します。 部品自体の局所補強材を考慮して、仕上げは主にサイドトップのクランプ方式を採用しています。
2.3 荒加工
荒加工工程全体において、制御不能な要因を可能な限り減らすために、加工工程における工具あたりの工具の消費量、さまざまな外力による部品の干渉の程度、加工プロセス中に部品によって発生するさまざまな応力など、さまざまな側面を考慮する必要があります。
(1) 治具の取り扱いクランプする前に、レベルの安定性を確保するために、バイス、ジョー、治具ツールなどのクランプツールを校正する必要があります。 クランププロセス中に不均一なクランプによって原材料がクランプされた後、原材料が強制的にクランプされて変形するのを防ぎます。
(2)クランプ位置原材料は、可能な限り外力の影響を受ける必要があります。 アルミニウム合金原料は自然状態で万力ジョーでクランプされ、最初のステップのクランプ領域は初めてクランプされ、クランプの前面と背面が自然状態で平行になるようにして、取り付け中の原材料の強制クランプ変形を回避します。
(3)前開き代制御 アルミニウム合金材料を大量に除去すると、内部応力により部品が変形するため、1.5~3.0mmの変形代を確保する必要があります。 前面の開口部は図2の通りです。
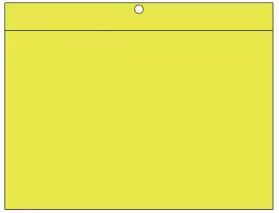
図2 前面太字(データムある表面)
(4) 荒加工時のナイフあたりのナイフの食い込み量アルミニウム合金材料自体の剛性が弱いため、毎回のナイフ食い量が深すぎて加工速度が速すぎると、部品の内部応力が過度に変化します。 1.0~2.0mmのスナックナイフの体積を選択すると、内部応力の変形を減らすことができ、大量のナイフを食べる場合と比較して、スナックナイフの体積の切断面積が小さく、熱放散が速くなり、切断プロセスの熱応力の影響が少なくなります。
(5) 裏面開口部と荒加工代の制御裏面が粗い場合(図3参照)、両側の残量ができるだけ同じであることを確認し、両方とも1.5~3.0mmに制御します。 クランプするときは、自然な状態でクランプする必要があり、クランプ力が大きすぎないようにし、力の範囲を15~20Nに制御する必要があります。
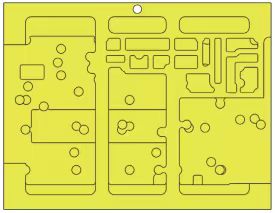
図3 裏面は太字
(6)荒加工工程設計部品は、前後に中低高の凹型薄肉部品に属し、荒加工工程を設計する際には、前後のクランプ時に中間に力が加えられないために部品の変形を避けるために、その後の仕上げ用に補助補強材を予約することを検討する必要があります(図4を参照)。
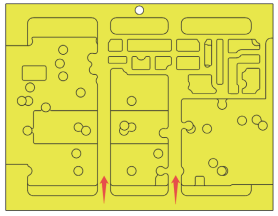
図 4 補強材図 (赤い矢印で示す)
2.4 自然な適時性
冬と夏では周囲温度が異なり、自然時効後の部品の変形も異なります。 さまざまな材料に応じて、粗くなった部品は実際の状況に応じて7~14日間配置でき、このプロセスでアルミニウム合金自体の内部応力の一部が解放されます。 冬の環境が寒すぎて変形しにくいのを避けるために、必要に応じて部品配置環境を変更して周囲温度を25°C以上に制御できる場合があります。
2.5 仕上げ
仕上げ工程では、制御不能な要因をできるだけ減らすために、さまざまな角度から検討することも必要です。
(1工具の選択仕上げプロセス全体では、残りの部品を加工によって取り除く必要があり、さまざまな領域で異なるツールを使用すると、製品の変形も異なります。 可能な限り、同じ連続表面積に異なるツールを使用しないでください。
(2)中仕上げクランプ方式特殊な工具クランプを使用して、部品を自然な状態で固定具に入れ、粗加工で確保された2つの補強材を使用して、前面と背面の側面上部に部品をクランプします(図5を参照)、部品の固定ネジの位置は、部品の左右と2つの補強材の位置に設計され、ロック力は大きすぎず、力の範囲は15~20Nに制御されます。

図5 サイドトップクランプの概略図
(3) ベンチマークある位置決め面制御は自然な状態で治具に入れられ、部品の前面と背面は同じクランプ方法を使用して側面と上部でクランプされ、1.0~2.0mmのスナックナイフ容量を選択してこの表面を処理し、2つの位置決め穴を同時に処理して、次のステップでの部品の位置決めに備えます。 前面仕上げを図6に示します。
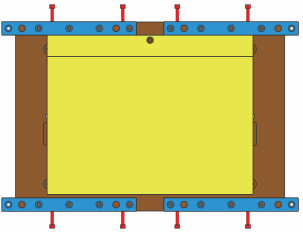
図6 フロント仕上げ(ベンチマークある表面)
(4)パーツの配置裏面の仕上げを図7に示します。 緑色の位置にある2つの位置決め穴を通して、部品は自然に特殊な工具に配置され、自然な状態での平坦度は0.05mm以内に制御され、赤い位置の8本のネジがロックされます。 部品のメイン領域が加工されたら、完成した領域を黄色の位置で4つの練炭と2つのネジで最後まで処理し続けます。
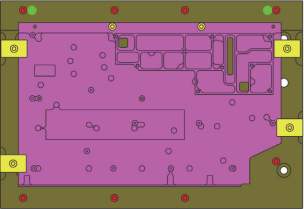
図7 逆仕上げ
(5)前後の仕上げ説明工具あたり1.0~2.0mmのカッター食量でも、仕上げ代0.2mmでも、切削時に工具が部品にもたらす引張応力や、切削時に発生する熱応力を低減するためです。 各仕上げステップの前に、クランプの位置決め面の平行度を自然に補正して、部品が工具にロックされたときに、部品が外力によって強制的にクランプされて変形しないようにする必要があります。
全体的な変形構造制御
3.1 部品構造の分析
図8に示すように、パーツ2全体に補強材はなく、パーツ全体の肉厚は1.6mmで、全体の材料除去率は90%>です。

図8 パート2
3.2 加工技術の分析
部品の全体的な応力変化を制御するためには、プロセス全体を最適化および設計し、プロセスを分割し、経年劣化前の部品の前面と背面の荒加工→表面と背面の仕上げ→に調整する必要もあります。 部品自体が全体的に変形する可能性があることを考慮して、仕上げは逆持ち上げと吸盤クランプの方法を採用しています。 仕上げ前の荒加工と自然時効の準備とは、上記の「局所変形構造制御」のプロセス設計を指し、以下では主に仕上げプロセス設計について説明します。
3.3 仕上げ
仕上げ工程全体において、部品の変形に対する過度の外力の影響を回避し、制御不能な要因を可能な限り減らすために、加工前にナイフの食べ量、仕上げ代、部品の位置決め面のクランプおよびロック方法を考慮する必要があります。
(1) 位置決め面処理部品全体に適切な位置決め面がないため、粗面化時にカウンターリフトに必要な補助ボスを5つ確保する必要があり、仕上げ前にボスの表面を自然状態で平行に処理し、逆持ち上げ工程中のネジロック力によって部品が変形しないようにします。 逆昇降位置を図9に示します。
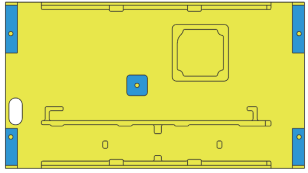
図9 アンチホイストの位置の概略図
(2)アンチホイストクランプ 図10に示すように、リバースホイストクランプは、加工する部品の5つの位置決め面(黄色)を介して特殊工具A(半透明の青)に逆ロックされ、部品と工具AがアセンブリBとして使用され、アセンブリBが位置決め作業台または対応する別の特殊工具に取り付けられます。 逆巻き上げ後、部品下面の多くの領域が空くため、切断量が深すぎることによる部品表面の振動を避けるために、上面を加工する際に各工具の量を1.0mm以内に制御します。 次のステップに必要な2つの位置決め穴を同時に加工します。

図10 アンチホイストクランプの概略図
(3) 吸盤クランプ 図 11 に示すように、巻き上げ防止工具から部品を取り外し、吸盤を使用して部品をクランプします。 部品は緑色の位置にある2つの位置決め穴から特殊な治具に自然に入れられ、赤い位置の6本のネジが部品の表面に自然にねじ込まれ、吸盤エアポンプスイッチがロックされずに開き、6本のネジがロックされます。 部品のメイン領域を加工する際、部品の前後に黄色の位置のプラテンを6枚追加して完成した部分を押し下げ、最後まで加工を続けます。
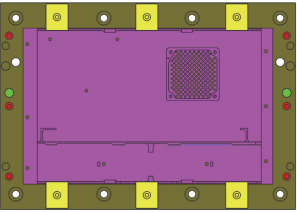
図11 吸盤クランプの概略図
結論
上記のプロセススキームに従ってアルミニウム合金の特殊形状の薄肉部品を加工した後、試験は図面の要件に厳密に従い、試験結果は図面の要件を満たします。
本論文では、局所変形と全体変形の2つのケースを通じて、製品構造、プロセスルート、加工パラメータ、クランプ方法の側面からプロセスを改善し、粗加工と自然時効によって応力を事前に解放し、位置決め面の基準精度は、仕上げ前のクランプ位置決め面の自然な処理によって制御されます。 プロセスの革新とプロセス制御の観点から、熱応力解放で処理できない航空宇宙の特殊形状の薄肉部品の製造に、より多くの技術的参考を提供します。