
2
2025.9
著者
72
読書量
金属切断および木工穴あけ作業では、ツイスト穴あけが最も広く使用されている基本工具であり、クロスエッジの設計と研削品質が穴あけ精度、切削効率、工具寿命を直接決定します。 この記事では、クロスブレードのコア特性を体系的に分析し、実践的なスキルを組み合わせて、標準的なツイストドリルの専門的な研削方法を習得します。
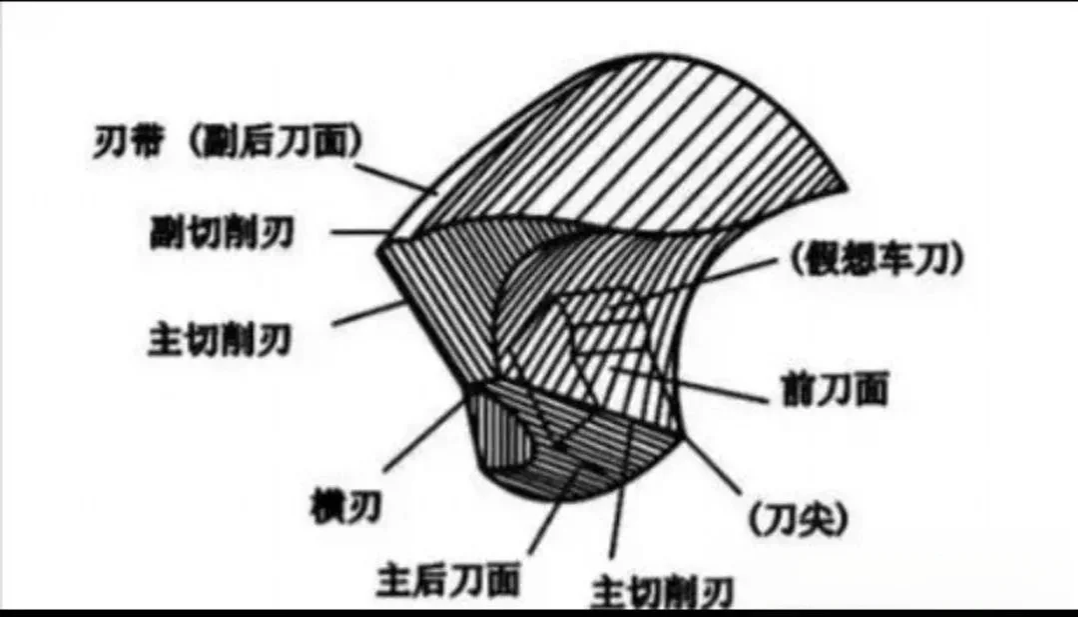
1.ツイストドリルの水平刃を知る
クロスエッジは、切断機能のないツイストドリルチップの中心の刃先部分であり、その形状は木工シャベルの中央の鈍いエッジに似ています。 研磨されていないクロスエッジには 2 つの大きな問題があります。まず、長さが長すぎるため、穴あけ中の送り抵抗が大幅に増加します。 第二に、クロスエッジのすくい角が負であるため、切削中に激しい摩擦が発生しやすく、穴位置の精度に影響を与えるだけでなく、切りくずの詰まりにもつながります。
したがって、クロスエッジ研削の主な目標は次のとおりです。
- クロスエッジの長さを短くする: 送り抵抗を減らし、ドリルビットの「刺さり」やオフセットを避けます。
- クロスエッジすくい角を最適化する: 負のすくい角をゼロに近いか、正のすくい角を小さく調整して、切削抵抗を減らし、材料が「噛まれる」可能性を高めます。
- パフォーマンスの向上: 間接的に穴位置精度を向上させ、切りくず切断効果を向上させ、ドリルビットの耐用年数を延ばします。
2. ツイストドリル研削のコアパラメータ規格
研削ツイストドリルは、工具が切削要件を確実に満たすために、5 つの重要なパラメータに厳密に従う必要があります。
1.トップアングル(2φ):標準値は120°±2°で、刃先の切削角度と穴あけ効率に直接影響します。
2.メイントレーリングアングル(α₀):穴の端のバックアングルは10°〜14°に制御する必要があり、大きすぎると刃先が薄すぎて振動が悪化し、小さすぎると軸力が増加し、ドリルビットが熱くなりやすくなります。
3.クロスエッジベベル(ψ):妥当な範囲は50°〜55°であり、水平ブレードの実際の作業角度と送りの滑らかさを決定します。
4.主刃先の対称性:2つの主刃先の長さは等しく、ドリルビットの軸線によって形成される角度は、穴あけ中の穴径の拡大やたわみを避けるために一定である必要があります。
5.メインカッターとリアカッターの表面仕上げ:研磨後の表面は滑らかでバリがなく、切断中のワークとの摩擦抵抗を減らす必要があります。
3. 実用化:ツイストドリルの修理手順とスキル
理論が基礎であり、実践が鍵です。 初心者の研ぎは「ブラインドナイフ」によるドリルビットの廃棄につながることが多く、「研削を減らし、より多く見て、最初に位置を設定し、次にエッジを修復する」という原則に従い、次の手順とマントラを組み合わせて徐々に習得する必要があります。
(1) 研削前のコアマントラ(正しい位置が鍵)
1. フォーミュラ 1: ブレードの端を平らにし、ホイールの表面に寄りかかります
ドリルビットの主刃先を水平位置に調整し、砥石の表面にゆっくりと近づき(当面は触れないでください)、刃先の全長に均等に応力がかかり、局所的な研削偏差を回避できるようにします。
2. トリック 2: ドリルシャフトを斜めに解放します
ドリルビットの軸線と砥石の表面は60°の角度(120°の上部角度の半分に相当)にあり、30°/60°/90°の三角形のプレートを使用して位置決めを補助することができ、上部の角度のサイズを直接決定し、ずれは異常な切削抵抗につながります。
3. コツ3:刃から裏まで裏面を挽く
主刃先から始めて、逆研削による刃先の焼きなましを避けるために、主刃と後刃全体に沿ってドリルビットの尾部に向かってゆっくりと研削します。 研削中は砥石に軽く触れ、火花が均一であるかどうかを観察し、適時に圧力を調整します。
4. コツ4:尻尾を上下に振り、傾けないでください
ドリルビットの前面を握っている手は一定の速度で上下に揺れ(刃先の全長が研磨されるようにするため)、ハンドルを握っている手は安定したままであり、ドリルビットの尾部を砥石の水平中心線より上に上げることは禁止されています。
(2) 精製のためのステップバイステップの実践ガイド
1. 初期位置: 砥石の接触点を特定する
- 最初に主刃先を水平にし、次にドリルシャフトと砥石の間の60°の角度を調整し、ドリルビットを両手で安定させて位置がずれないようにしてから、砥石にそっと触れます(このとき、「試し研削」のみが行われ、大量の材料除去はありません)。
- 初心者はミスをしやすい:「速研削」を追求するために、刃先が水平になっていなかったり、60°の角度が揃っていなかったりして、主刃先の形状が変形してしまいます。
2. ミルマスター後部ブレード表面:強度と冷却を制御
- 「刃から後ろへ」の方向に弱い力で研削し、3〜5秒ごとにドリルビットをクーラントに浸して冷却します(高温の変色や焼きなましによるエッジの硬度の低下を防ぐため)。
- 主刃面と後刃面を観察する: 研削後の表面は滑らかで、明らかな段差やバリがなく、光の下で刃先が真っ直ぐかどうかを確認できます。
3. 対称性: 2 つのエッジが一貫していることを確認してください
- メインとリアの切断面の片側を研削した後、ドリルビットを回して反対側を研削し、コアは 2 つの主刃先が対称でドリルビットの軸と長さが等しいことを確認します。
- 検査方法:明るい光の前でドリルの先端を観察し、2つのブレードが同じ水平線上にあり、先端が軸を向いている場合は、認定されます。 ズレがある場合は、長辺の端を軽く研磨し、徐々に修正する必要があります。
4. 最適化されたバックアングルとチップ: 切断の軽さを向上
- アフターアングルキャリブレーション:農村角度は10°〜14°に制御する必要があります-農村角度が大きすぎて、刃先が崩れやすいです。 後角が小さすぎて穴あけが面倒です。 それは「テスト穴あけ」によって検証できます:穴あけ中に振動が大きく、穴が多角形である場合は、バックアングルが大きすぎることを意味します。 軸力が大きく、ドリルヘアが熱い場合は、バックアングルが小さすぎることを意味します。
- 先端研削: 直径≥ 8mm のドリルビットの場合、両端を研削した後、先端に小さな溝を流し込む必要があります (エッジ面が大きすぎて位置決めに影響を与えないようにするため)。 方法:ドリルビットを持ち上げ、砥石の端と角を合わせ、メインリア切削面の根元に小さな面取りを軽く研磨します(注:メイン刃先まで研削しないと、すくい角が損傷します)。
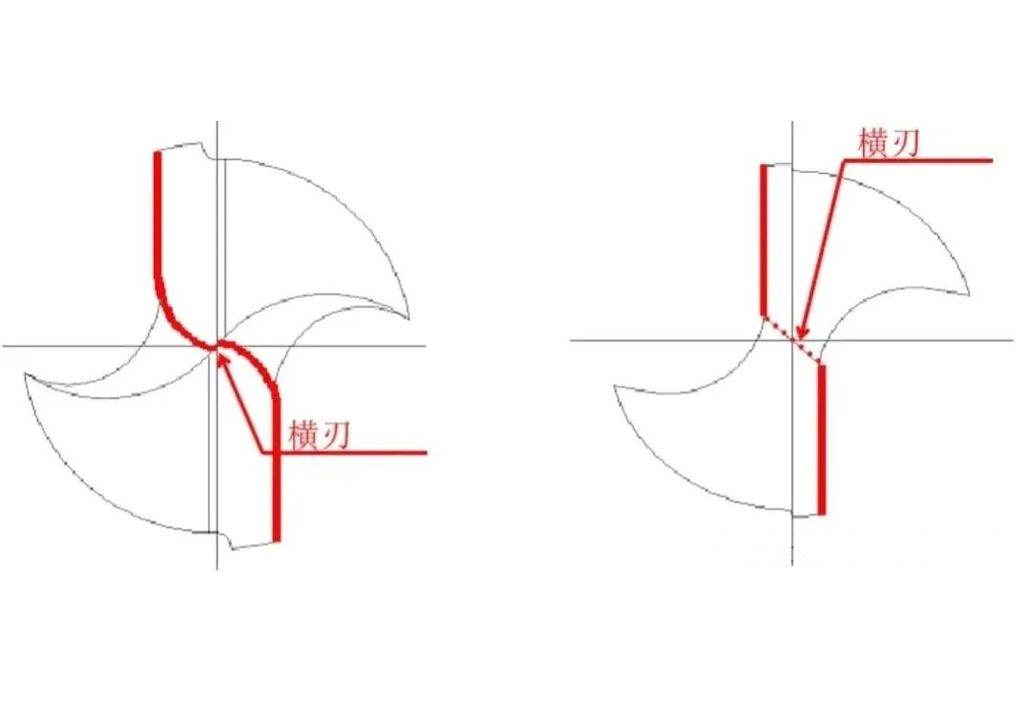
5.クロスブレードの特殊研削:長さを短くする+すくい角を最適化します
- 研削ターゲット:クロスエッジの長さを元の長さの1/3〜1/2に短くし(完全に消すことはできません、そうしないと中心位置決め能力が失われます)、クロスエッジの負のすくい角を小さな正のすくい角に調整します。
- 操作方法:ドリルビットを傾け、クロスエッジを砥石の側面に合わせ、クロスエッジの根元を穏やかに研磨し、徐々に長さを短くし、過度の研磨によるクロスブレードの変形を避けるために、研削中にクロスエッジのベベル角が50°〜55°に維持されているかどうかを観察します。
(3)初心者のピット回避と上級技術
- 落とし穴 1: 「激しい研削」を禁止する - 初心者は急いでドリルビットを強く押すことが多く、その結果、エッジの焼きなましや砥石の欠けが発生し、「少量」の原則に従う必要があります。
- ピットポイント 2: 冷却はタイムリーに行う必要があります - 冷却せずに直接研削を続けると、ドリルビットのエッジの硬度が低下し (一般に「バーンエッジ」として知られています)、その後の穴あけは摩耗しやすくなります。
- 高度なテクニック1:ハンドドリル用ドリルは上部角度を減らすことができます-ハンドドリルの送り圧力が不十分な場合は、上部角度を110°〜115°に調整すると、ワークピースの刃先の正圧が増加し、送りの滑らかさが向上します。
- 高度な技術 2: 粗い穴は対称性を緩和できます - 穴の直径と粗さの要件が低い場合、2 つのエッジのバランスがわずかに崩れ (偏差 ≤ 0.1mm)、刃先と穴壁の間の摩擦が減少し、送り抵抗が減少する可能性があります。
4.研削効果の検証:認定ドリルビットの判定基準
研ぎが完了したら、「見る」と「試す」の2つのステップで認定されているかどうかを判断できます。
1.外観を見てください:2つの主要な刃先は対称的で、欠けはなく、水平エッジの長さは適度で(元の長さの約1/3)、メインブレードとリアブレードの表面は滑らかで、先端は軸の真反対側にあります。
2.テスト穴あけ:穴あけ中、切りくず除去が軽く、明らかな振動がなく、穴径が拡大せず(偏差≤0.05mm)、ドリルビットが過熱していないため、認定されています。
添付:主要な手順の概略図(実用的な参考として使用することをお勧めします)
ステップ 概略図の説明 コアポイントには注釈が付けられています
1. 位置の位置決め ドリルビットと砥石は 60° の角度にあり、主刃先は砥石の表面に水平に近づきます。
2.メインナイフとリアナイフの表面を研磨します ドリルを両手で持ち、「刃→後ろ」の方向に沿って上下に振ります 「振り方向」と「クーラント冷却点」に印を付けます
3.クロスエッジ研削ドリルビットを傾け、水平エッジを砥石の側面に合わせ、軽く研ぎ、「クロスエッジ短縮範囲」と「50°-55°ベベル角」でマークします
4.対称性チェック明るい光の前の2枚のブレードと軸の位置合わせを観察し、「軸」と「2枚羽根の対称線」に印を付けます
ヒント:練習用に3〜5個の廃ドリルビットを準備し、「研削→と→の修正」のサイクルを通じて経験を蓄積し、熟練後に適格なドリルビットを1〜2分間研削することができます。