
プロセス別機能別
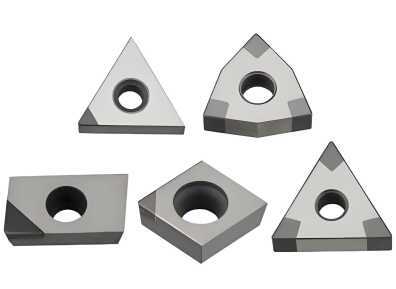
 使う200PCDブレードを今すぐお試しください
使う200PCDブレードを今すぐお試しくださいナイフや刃先の粘着性の問題を1本のナイフで解決し、旋削効率を3倍に向上させ、表面粗さRa<0.2μmに



PCDは、超硬合金の5倍の硬さを持つ合成ダイヤモンド粒子「コンクリート」です

7000–10000 HV(自然界で最も硬い)
非鉄金属(アルミニウム、銅、マグネシウム合金)、非金属(炭素繊維、セラミック、グラファイト)
非鉄金属は非常に長い寿命を持っています。
アルミニウム合金の加工は、超硬合金の20〜50倍に達する可能性があります
耐熱性が悪い(< 800°C),高温易石墨化
ラー <0.1μm(镜面效果)
高(工具単価は超硬の5〜10倍)
最低(長寿命、ダウンタイム、工具交換の削減)
鉄金属との反応(高温での炭素元素の拡散により、急速な摩耗が生じる)

1200–1800 HV
汎用タイプ(鋼、鋳鉄、一部非鉄金属)
寿命が短い:
寿命がわずか数百本のアルミニウム合金粘着ナイフの加工
一般(600〜900°C)
Ra 0.4–1.6μm(複数回の改良が必要)
低価格 (手頃な価格ですが、頻繁に交換する必要があります)
最高(頻繁な工具交換が効率に影響する)
汎用性が優れています
3000–4500 HV(ダイヤモンドに次ぐ)
鉄金属(硬化鋼、鋳鉄、超合金)
鉄金属の長寿命:
硬化鋼の加工寿命は超硬鋼の10〜30倍です
優れた(1400–1500°C、非酸化性)
Ra 0.2–0.8μm(高硬度材料の精密加工)
非常に高い(単価は超硬の10〜20倍)
中(高付加価値部品用)
アルミニウム/銅と反応性(接着摩耗しやすい)

超硬工具と比較して、切削速度が3〜5倍に向上し、加工効率が200%向上します。

刃先の鏡面研磨、Ra≤ 0.2um;その後の研磨工程を排除し、工数を30%節約します

超炭化物の50倍の耐摩耗性。 最大8,000メートルの片刃切削寿命

ナノコーティングされたアンチチップ設計とバリのないアルミニウム合金の加工、歩留まり99%+
「アルミ合金加工粘着包丁は深刻で、
表面は傷だらけ! ”
エッジ鏡面研磨+ナノコーティング、
切りくずの蓄積を完全に解決
「複合材加工は摩耗が早い、
包丁を交換すると生産が遅れる! ”

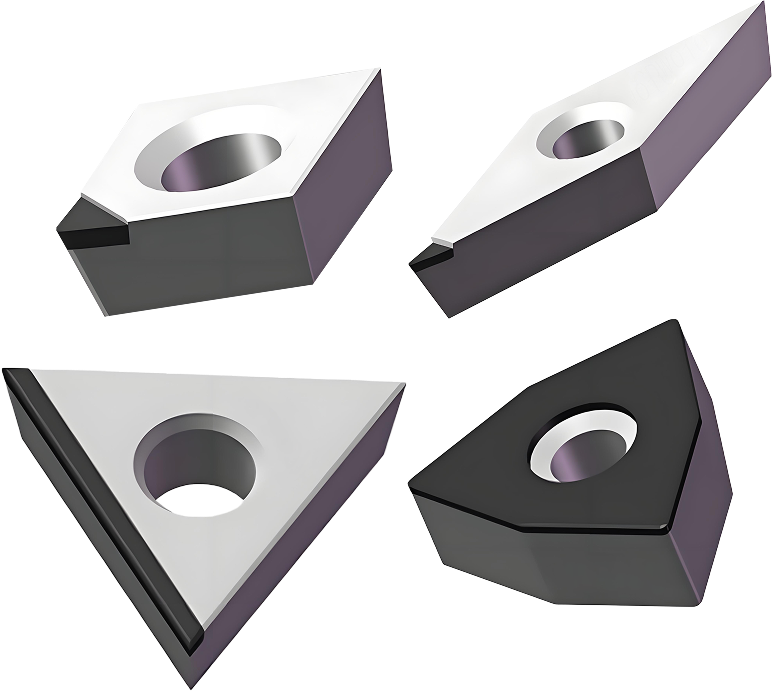
ダイヤモンド複合シート(PCD)
寿命が50倍に増加
「薄肉の部品は加工すると変形し、
精度が標準に達していません! ”
低切削抵抗設計、
ラジアルフォースが40%減少
「小ロットで多品種、
包丁の値段が高すぎる! ”
モジュラーツールホルダー+交換可能なツールヘッド、
コストを60%削減
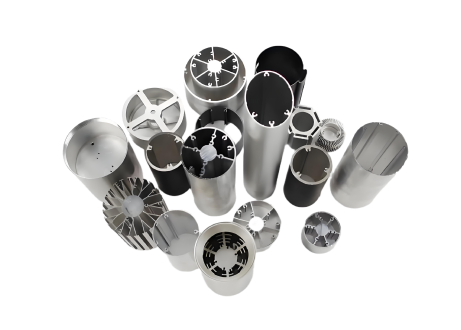

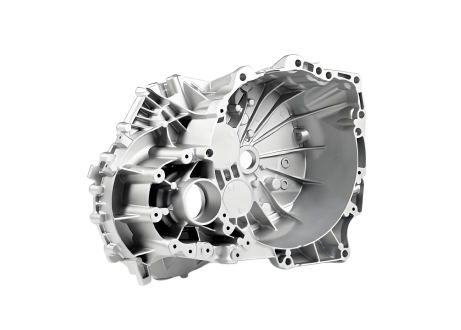

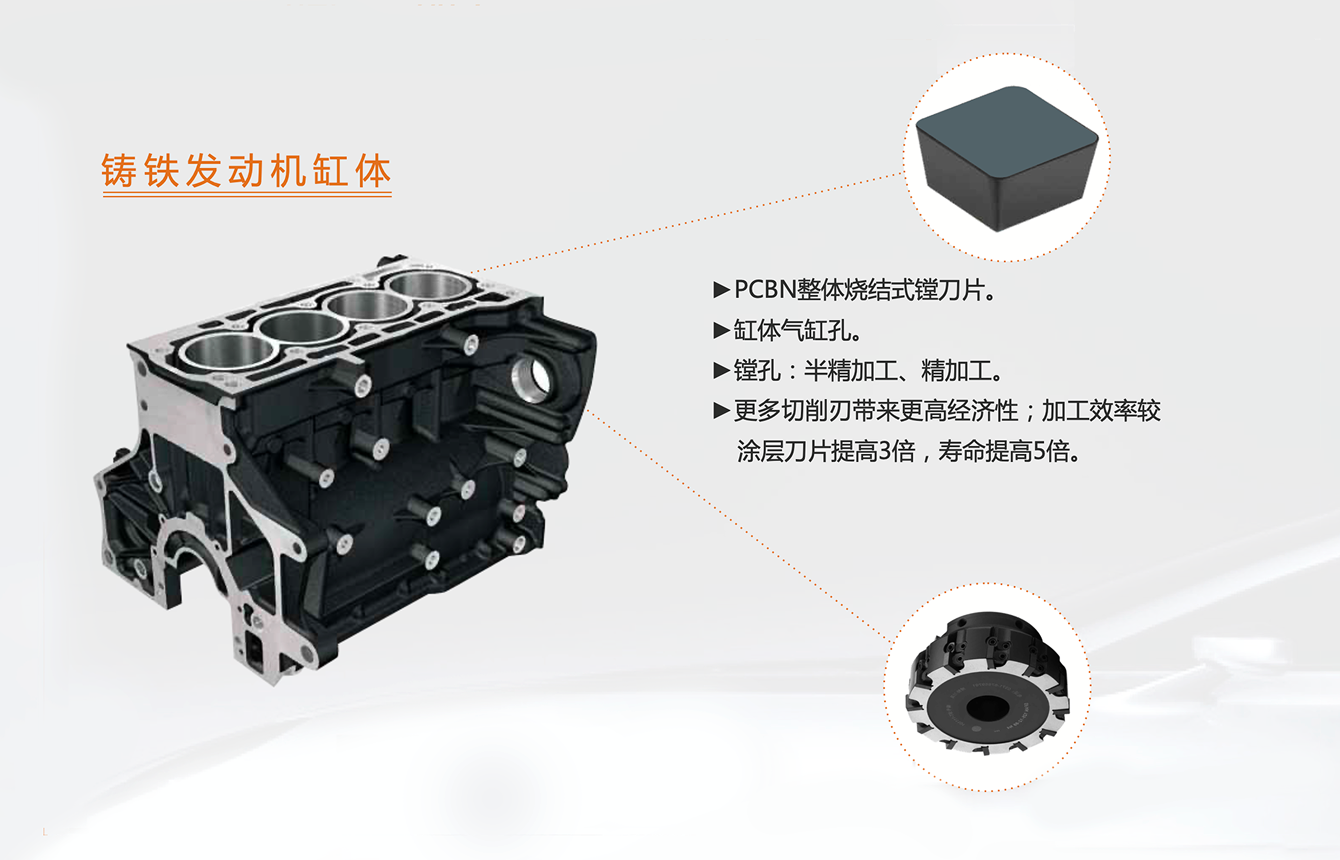
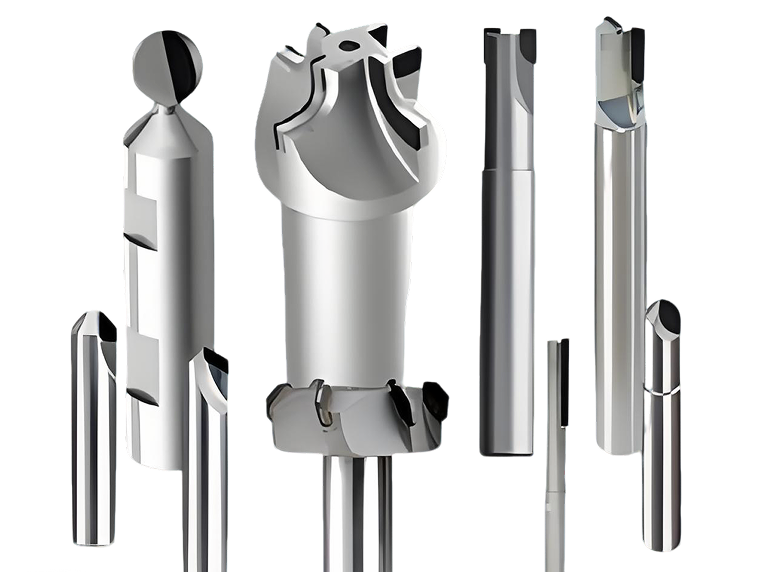
加工部品:シリンダー内壁、端面、クランクシャフト穴
加工工程:高速仕上げ・仕上げ
主な利点:
5,000個以上の工具寿命(超硬合金はわずか200個)、ダウンタイムと工具交換頻度の90%削減
表面粗さはRa 0.1~0.2μmで安定しており、研磨工程が不要です。
加工効率が2.5倍に向上し、個当たりのコストが40%削減されました
切断パラメータスキームは無料で提供されます

200+スタンディングモデル、24時間配達
バウチャートライアルサンプル(エンタープライズ認証済みユーザーのみ)