15のCNCプログラミングのヒント!
CNCプログラミングのコアスキルとジングル
2.銅の労働者は、白い鋼のナイフを減らし、フライングナイフまたは合金ナイフを多く使用します。
3.ワークピースが高すぎる場合は、さまざまな長さのナイフで層状に厚くする必要があります。
4.大きなナイフで荒削った後、小さなナイフを使用して残りの材料を取り除き、ナイフがきれいになる前に代が一定であることを確認します。
5.平底ナイフ加工のフラットな適用、ボールカッターの加工を減らして処理時間を短縮します。
6.銅工が角を掃除するときは、まず角のRサイズを確認してから、ボールカッターの使用大きさを決定します。
8. 傾きが整数の場合、スロープナイフチューブ位置などの処理。
9. 各プロセスを実行する前に、空のツールや処理が多すぎないように、前のプロセスの後の残りのマージンを考慮してください。
10.形状、溝入れ、片面、周囲の少ないなど、単純なナイフパスを取るようにしてください。
11. WCUTに行くとき、FINISHに行けるなら、RUBに行かないでください。
12.ライトナイフの形状の場合、最初に粗い光を、次に研磨し、ワークピースが高すぎる場合は、最初にエッジを滑らかにし、次に底を滑らかにします。
13. 加工精度とコンピューター計算時間のバランスをとるために公差を合理的に設定します。 荒加工の際は公差を余白の1/5に、ライトナイフを開いたときは公差を0.01に設定します。
14.空のツール時間を短縮するために、より多くのプロセスを実行します。 もっと考え、間違いを減らしましょう。 加工状況を改善するために、より多くの補助ライン補助面を作成します。
15.責任感を確立し、各パラメータを再確認し、やり直しを避けます。
フライス加工は平らではなく、ボールカッターを多く使用し、エンドカッターを減らし、ナイフを捕まえることを恐れないでください。
小さなナイフは角をクリアし、大きなナイフは洗練されます。
表面にパッチを当てることを恐れないでください、適切な表面充填により処理速度が向上し、処理効果が美化されます。
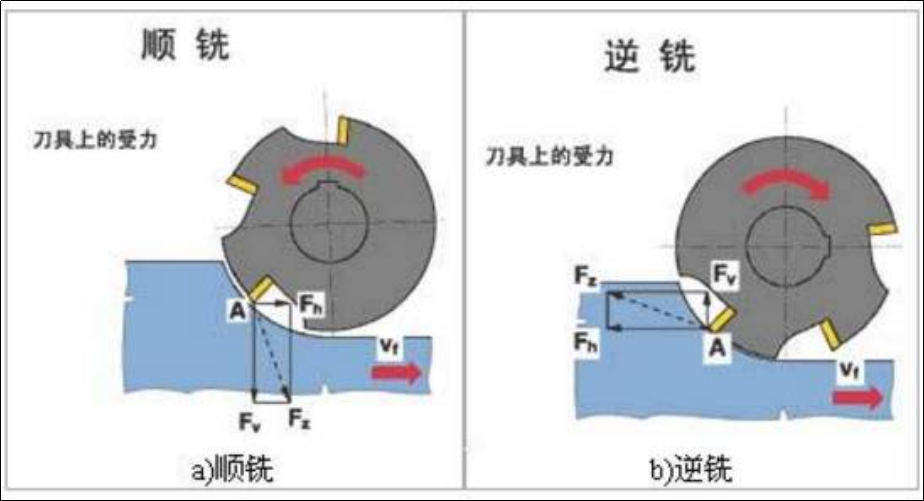
ブランク材料の高硬度:逆フライス加工が優れています。 ブランク材料の低硬度:フォローフライス加工より良い。
工作機械の優れた精度、剛性、仕上げ:フォワードフライス加工に適しており、その逆も同様です。
部品の内側の角の仕上げは、フォワードフライス加工を使用することを強くお勧めします。
荒加工:逆フライス加工が適しており、仕上げ加工:順方向フライス加工が優れています。
工具材料の靭性が高く、硬度が低い:荒加工(大切削量加工)に適しています。
工具材料の靭性が低く、硬度が高い:仕上げ(切削量の少ない加工)に適しています。