
6
2025.8
著者
28
読書量
金属切削加工の分野では、ツイストドリルは最も一般的に使用される工具の 1 つとして、加工効率と品質に直接影響します。 この記事では、標準仕様と実際の用途を組み合わせて、ツイストドリルに関する包括的かつ体系的な技術ガイドを読者に提供します。
1. ツイストドリルの基本概念と標準システム
ツイストドリルは、らせん状の表面で作られたドリルビットの一種で、ドリル本体の部分がねじれに似ていることから名付けられました。 回転切削工具として、ツイストドリルは回転送り運動と軸送り運動によってワークピースに円筒形の穴を作成します。 その標準システムは、機械加工プロセス機器 (GB/T 1008) の基本条件と、テーパーハンドルツイストダイヤモンド、ストレートシャンクツイストドリル、リーマドリル、ステップツイストドリル、およびさまざまなタイプのツイストドリル(GB / T 1438シリーズ、GB / T 4256、GB / T 6135シリーズ、GB / T 6138シリーズ)のその他の詳細な仕様。
2. ツイストドリルの構造パラメータの詳細な説明
ツイストドリルの構造は複雑かつ精巧であり、各部品のパラメータを合理的に設計することが効率的な切断を保証する鍵となります。
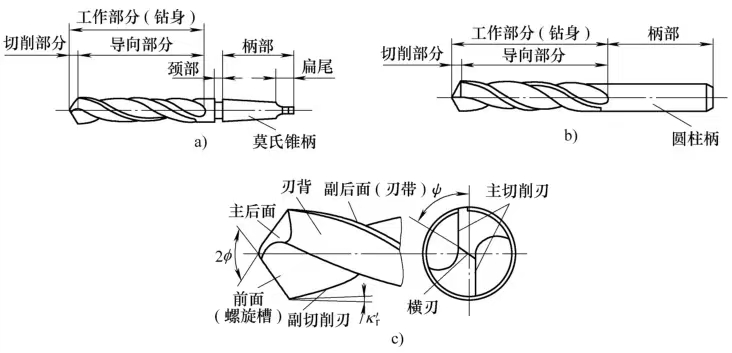
(1)ドリルビットの基本コンポーネント
-
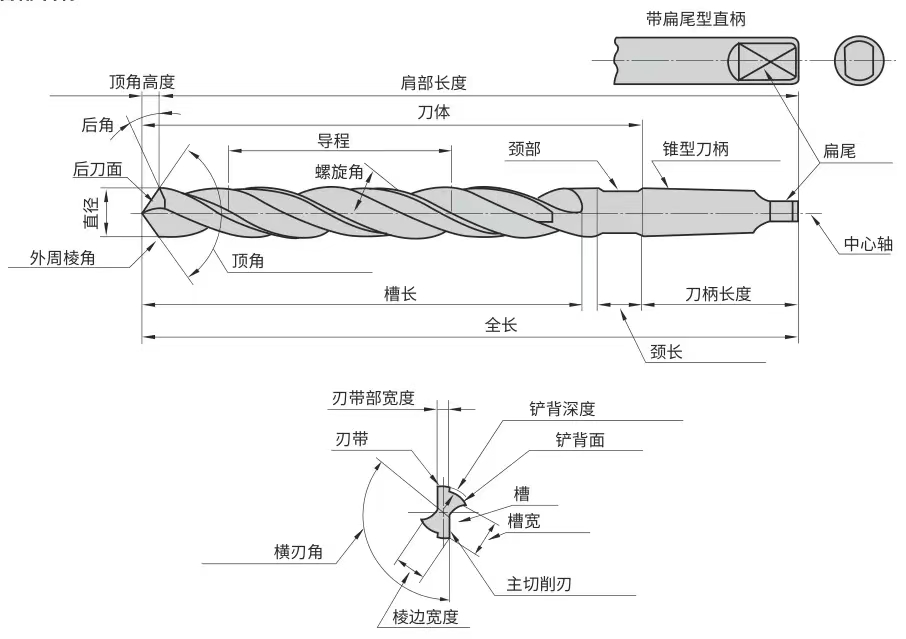
ハンドル (シャンク):ドリルビットはクランプや伝動部品に使用されます。 テーパーシャンクは通常、モースコーンハンドル、高精度で頑丈な切断に適しています。 平行シャンクは主に中小型のドリルビットに使用され、その尾部には伝達安定性を高めるためにほぞ状の平らな尾部(ほぞ)が付いている場合があります。 -
ドリル本体:シャンクからクロスエッジまで伸び、切削加工の主な機能構造を担う部分。 -
フルート:ドリル本体のスパイラル溝により、切りくずがスムーズに排出され、切削液が切削領域に入るための通路が提供されます。 チップタンクとリア(フランク)の交点が、切削材料の主要部分である主要な刃先を形成します。 -
溝付きランド:スパイラルエッジベルト(ランド)とブレードバック(ヒール)が一緒になってブレードリーフを形成し、ブレードベルトの幅(ランドの幅)とブレードの幅(溝のあるランドの幅)が切断性能に重要な影響を与えます。 -
ドリルコア(ウェブ):2つのチップタンクの底の間に位置するドリルビットの中央部分とその厚さ(ウェブの厚さ)と増分(ウェブテーパー)は、ドリルビットの強度と剛性に関係します。 -
全長そしてフルートの長さ:ドリルビットの加工範囲と切削部の有効長をそれぞれ決定します。
(2)切削部のキー要素
-
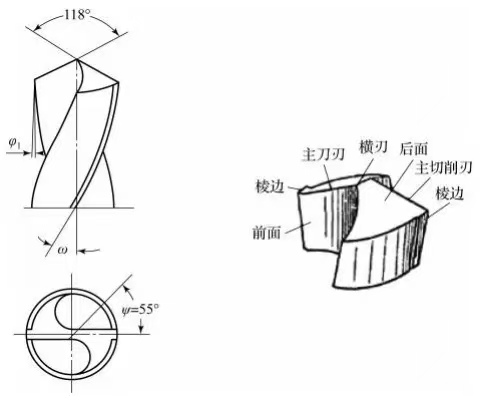
ドリルチップ(先端・切削部):大刃先、チゼル刃先、面、面が含まれます。 主刃先が主な切削作業を行い、横刃先はワークピースに切削する際のガイドおよび補助切削の役割を果たします。 前面と背面の形状と角度の設計は、切削抵抗、切削熱、表面品質に直接影響します。 -
外側のコーナーそしてチゼルエッジコーナー:外旋角は主刃先と切削ベルトのガイド刃先の交点であり、横刃先角は主刃先と横刃先の交点であり、これらの角の形状と角度は切削性能と工具寿命に大きな影響を与えます。 -
チゼルエッジの長さそして主要な刃先長:クロスエッジの長さによってクロスブレードとワークピースの接触範囲が決まり、主刃先の長さは切削効率と加工精度に影響します。
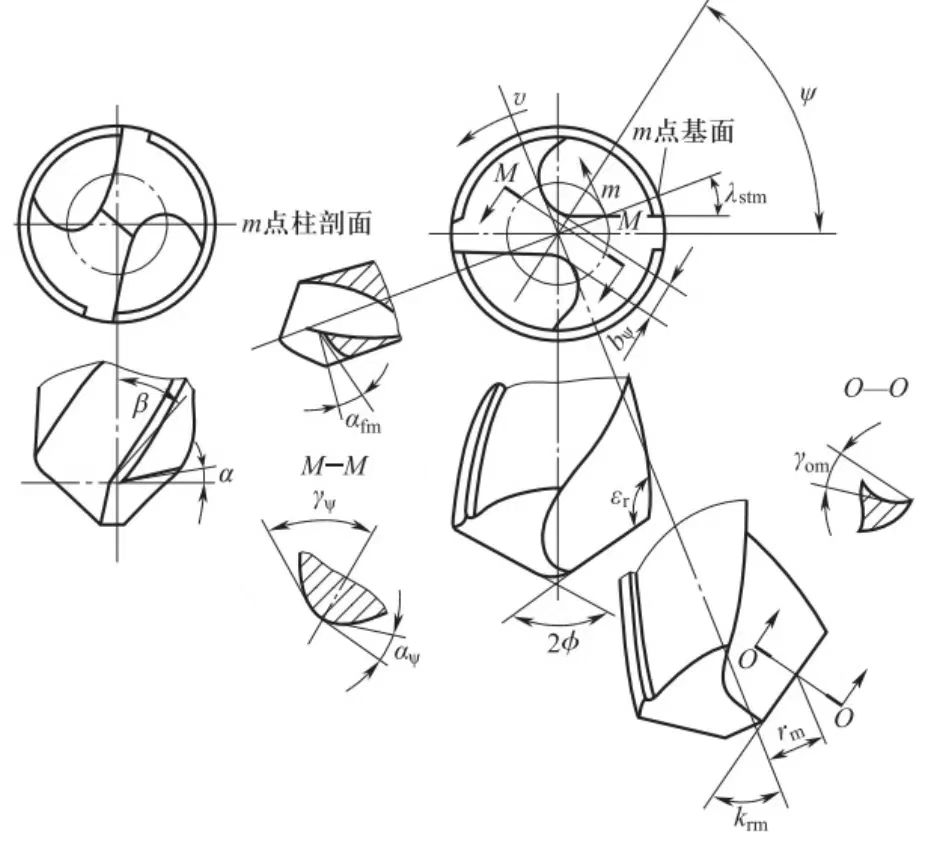
(3) 幾何学的角度と寸法パラメータ
-
ねじれ角:刃先のガイドエッジの接線点と、その点と軸を含む平面との間の角度は、通常、toの間にあり、切削性能、切りくず排出能力、ドリルビットの剛性に影響します。 -
ポイント角度: 主刃先と軸の間の角度は、一般的に の の 2 倍です、または 、トップアングルのサイズは、ドリルチップの強度と切削抵抗に影響します。 -
チゼルエッジ角度:外旋角から十字エッジ角度まで構成される直線とクロスエッジの間の角度は、通常toの間にあり、その補助角度はチゼルエッジすくい角と呼ばれ、クロスエッジの切削性能に直接影響します。 -
ドリル径そしてボディクリアランス直径: ドリルビットの直径はドリルビットの仕様を測定するための基本的な寸法パラメータであり、カットバック直径はラジアルクリアランスと切削安定性に関係します。 -
バックテーパーそしてコアインクリメント(ウェブテーパー):逆テーパーは、外旋角からのシャンクの直径の減少傾向を表し、ドリルコアの増分は軸に沿ったドリルコアの厚さの変化を反映しており、どちらもドリルビットのガイドと加工精度に重要な役割を果たします。
3. ツイストドリルの種類と用途
(1)ストレートハンドルツイストドリルとテーパーハンドルツイストドリル
平行シャンクツイストドリルのシャンクは円筒形で、中小規模の穴あけ加工に適しており、汎用性が高く、クランプが容易であるという特徴があります。 長さと直径の違いに応じて、太いストレートシャンクの小さなツイストドリル、短いシリーズ、一般的なシリーズ、長いシリーズ、および非常に長いシリーズ(GB / T 6135.1~6135.5)に分けることができます。 モールステーパーシャンクツイストドリルのハンドルはモールステーパーシャンクで、大きなトルクと軸力に耐えることができ、一般シリーズ、ロングシリーズ、拡張シリーズ、超ロングシリーズ(GB/T 1438.1~1438.4)などの重切削や高精度穴加工に適しています。
(2)リーマドリル
コアドリルは、既存の穴径を拡大するために使用される工作機械で、ドリルチップの中央に刃先がなく、前端に角度が付けられた切削部(ベベル)が、加工時にドリル穴をトリミングして拡大します。 シャンクの種類により、平行シャンクのコアドリルとモールステーパーシャンクのコアドリル(GB/T 4256)に分けることができます。
(3)ステップツイストドリル
サブランドツイストドリルは直径が異なり、ステップ穴の加工に使用できます。 平行シャンク付きサブランドツイストドリルとモールステーパーシャンク付きサブランドツイストドリルは、それぞれ異なるシャンク規格(GB/T 6138.1、GB/T 6138.2)に対応しており、加工ニーズに応じてサブランド径を選択できます。
(4)超硬ツイストドリル
超硬先端ツイストドリルは、切削部品に超硬チップを溶接することで工具の硬度、耐摩耗性、耐衝撃性を大幅に向上させ、より硬い材料や加工が困難な材料の加工に適しています。 また、ストレートシャンクとテーパーシャンクの2種類に分けられます。
4. ツイストドリルの切削原理と性能の最適化
(1)切削加工分析
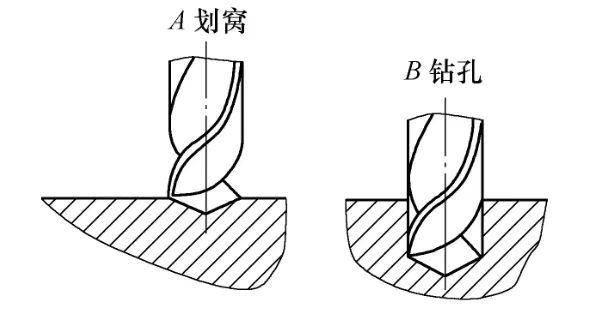
切削プロセス中、ツイストドリルの主刃先は、回転と送り運動の複合作用の下で、ワークピースの表面から金属層を徐々に切断します。 横エッジは主に切断の瞬間にガイドおよび補助切断の役割を果たします。 チップタンクは、切削によって発生する金属チップを連続的に排出し、切削液を切削領域に導き、切削温度を下げ、摩擦を減らし、表面品質を向上させます。
(2) 切削性能に影響を与える要因
-
幾何学的パラメータの最適化:トップアングル、スパイラルアングル、クロスエッジアングル、エッジ傾斜アングルなどの合理的な幾何学的アングル設計により、切削抵抗、切削熱、工具強度のバランスが取れ、切削効率と加工精度が向上します。 -
材料とコーティングの選択: 工具材料の硬度、耐摩耗性、靭性は切削性能にとって非常に重要です。高速度鋼(HSS)と超硬(超硬)は一般的なツイストドリル材料です。 また、TiN、TiAlN、ティCN工具の表面硬度と耐摩耗性をさらに向上させ、工具寿命を延ばすことができます。 -
切削パラメータの一致: 被削材の材質、工具仕様、加工要件に応じて、切削速度、送り速度、切削深さなどの切削パラメータを合理的に選択することが、効率的な切削を実現し、加工品質を確保する鍵となります。 たとえば、高強度合金を加工する場合は、切削抵抗と熱効果を軽減するために、切削速度を適切に下げ、送りを増やす必要があります。
(3)よくある問題と解決策
-
穴あけがたわむ:ドリルビットのクランプが不適切であるか、ワークピースの表面が凹凸があるか、ドリルビット自体の精度が不十分であることが原因である可能性があります。 解決策には、クランプ精度の確保、ワークピースの前加工、高品質のドリルビットの選択が含まれます。 -
過剰な切削抵抗:上部角度が小さすぎる、ねじれ角の選択が不適切、または不合理な切削パラメータが原因である可能性があります。 幾何学的角度を最適化し、切削パラメータを調整することで、切削抵抗を効果的に低減できます。 -
工具の摩耗が早すぎる: 被削材の硬度、切削速度、工具の材質、コーティング特性などの要因に関係します。 工具の材質とコーティングを合理的に選択し、切削速度を制御することで、工具の摩耗を遅らせることができます。
5. まとめ
金属の切削と加工の分野の中核ツールであるツイストドリルは、構造パラメータ、幾何学的デザイン、材料特性などの要因によって複合され、切削性能と加工品質が決まります。 関連用語を深く理解し、切削原理を把握し、実際の加工ニーズと組み合わせることで、合理的な選択とパラメータの最適化により、ツイストドリルの効率を最大限に発揮し、生産効率と製品品質を向上させることができます。 将来の技術開発では、新材料、新しいコーティング、高度な製造プロセスの継続的な出現により、ツイストドリルの性能はさらに向上し、金属切断および加工業界にさらなる革新と進歩をもたらすでしょう。