
12
2025.8
著者
86
読書量
チタン合金材料は、高強度、低密度、優れた耐食性により重要なエンジニアリング材料となっており、構造部品の要求される性能と信頼性を満たしながら構造部品の重量を大幅に軽減でき、航空宇宙、造船、石油化学、自動車などの分野で広く使用されています。 チタン合金は、高強度、高硬度、低熱伝導率などの特性により、加工プロセス中に工具先端の温度が集中しすぎて、工具の急速な摩耗と故障が発生し、工具の耐用年数が短くなり、切削と機械加工のコストが増加します。 材料除去率が高い場合、工具の摩耗により刃先とワークピースの間の摩擦も増加し、それによって切削抵抗が増加し、その結果、ワークピースの表面処理品質が低下し、部品のスクラップの問題さえあります。 したがって、冷却と潤滑によってワークピースの表面加工品質を向上させ、工具の摩耗を遅らせ、工具寿命を延ばし、工具調達コストを削減し、エネルギー消費の削減、グリーン、低炭素、持続可能な開発の要件を満たすために、適切な切削液を選択する必要があります。 上記の問題を考慮して、航空宇宙産業におけるチタン合金の幅広い用途と、対応する部品の精密加工品質の要件に基づいて、本論文は、さまざまな切削液に基づくチタン合金加工性能の適応性評価に関する関連研究を行い、切削液の最適な選択と適用のための科学的根拠を提供します。
2 実験条件
2.1 実験プラットフォームと機器
実験材料はTC4合金で、焼きなまし後の材料の微小硬度は約HRC 35です。 呼び径16mm、母材グレードK20-K40超硬の超硬ソリッド4枚刃エンドミルを使用し、工具表面には厚さ3μmのTiAlSiNコーティングが施されています。
実験装置はVDM850立形マシニングセンタを採用しています(速度範囲50~8 000 r / min、最大出力は15kW)。 切削抵抗信号を収集するために、フォースゲージ(Kistler 9257B、スイス)が使用されました。 取り入れる表面粗さ計(Mahr MarSurf M300C、ドイツ)切断中の表面粗さ測定用。 Dino-Liteデジタルマイクロスコープ(DDCカメラ)を使用して、後刃表面摩耗バンドの幅を測定しました。 処理システムを図 1 に示します。

図1 チタン合金フライス盤
2.2 実験プロトコル
チタン合金ワーク(サイズ100mm×50mm×50mm)の高速連続切削を、それぞれ切削液Aと切削液Bの条件下で行い、切削速度、歯あたりの送り、切削幅、切削深さ、切削加工パラメータを、切削加工の切削速度、歯当たりの送り、切削幅、切削深さ、切削加工パラメータを総合的に評価しました。 データの測定と記録に関して:この間隔の切削抵抗信号は、フォースゲージを使用して収集されます。 表面粗さ計を使用して、送り方向に沿った切断面の3つの異なる位置の粗さを測定し、平均値を記録して、チタン合金の表面加工品質に対する2つの切削液の影響を分析しました。 Dino-Liteデジタルマイクロスコープを使用して、エンドミルの4つの刃先の後部切削面を観察し、それらの摩耗形態を撮影し、摩耗バンドの幅を測定して、2つの切削液が工具の耐用年数に及ぼす影響を間接的に判断しました。 工具背面の摩耗バンドの幅が0.3mmに達すると、工具は鈍さの基準に達します。
3 結果と分析
3.1 表面粗さ
結果を図2に示します、各歯送りの増加に伴い、切削抵抗も増加し、刃先のわずかな振動につながるため、歯あたりの送りは表面粗さに比較的大きな影響を与えます。 同様に、切削深さが大きくなると、工具が受ける切削抵抗も増加し、一般に切削深さの増加とともに表面粗さが増加します。 試験条件下では、切削速度の増加とともに刃先の切削効率が増加するため、切削抵抗を下げると表面粗さ値が低下し、表面粗さ値がわずかに低下します。 2つの切削液を比較すると、チタン合金ワークの表面粗さと加工パラメータは基本的に同じですが、切削液Aを使用するとチタン合金の全体的な表面粗さがわずかに低くなり、より良い表面加工品質が得られます。
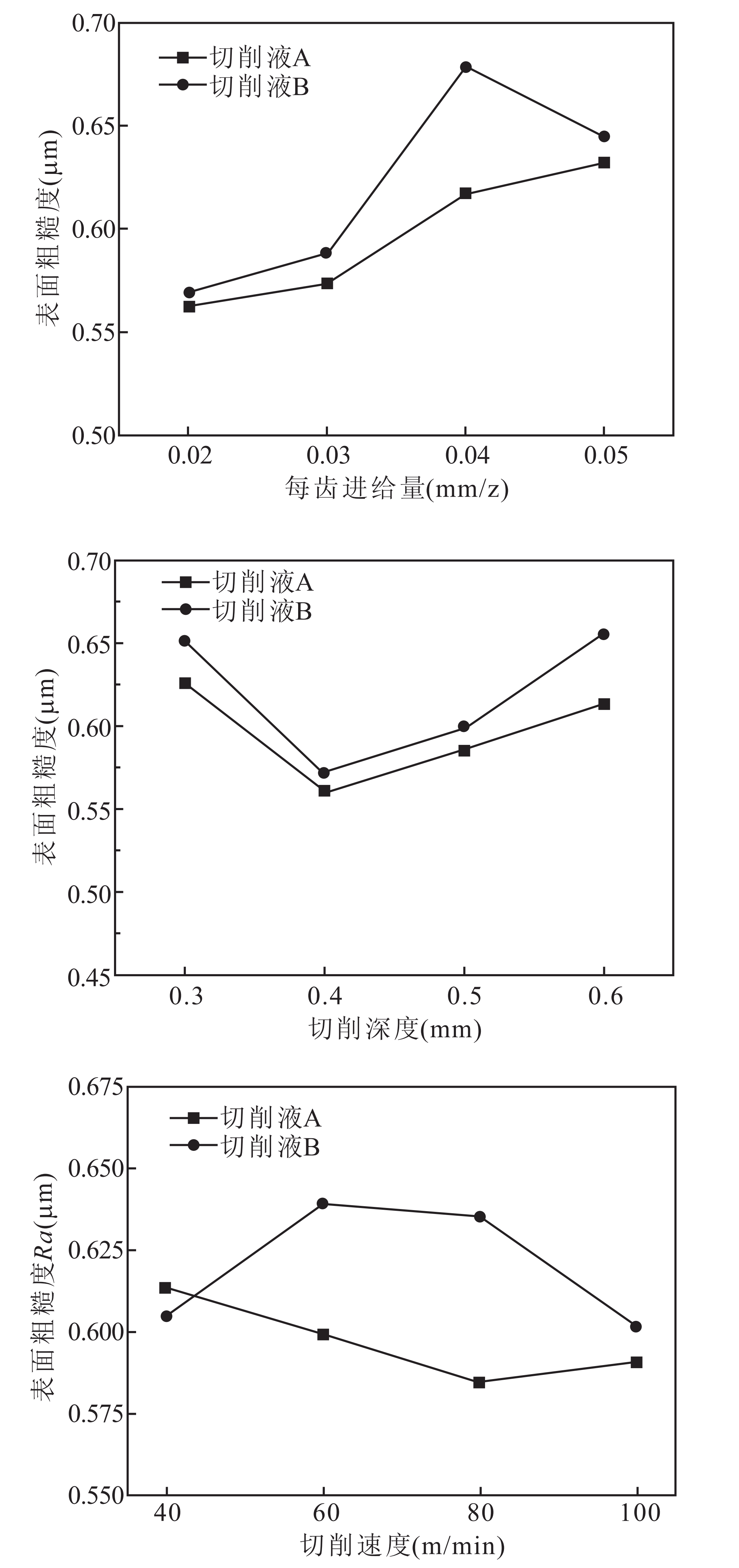
図2 切削液下の表面品質に対する2つのプロセスパラメータの影響
図3は、キーエンス3Dレーザー走査顕微鏡で撮影したチタン合金ワークの表面トポグラフィーを示しており、同じフライス加工(vc=80 m/min、fz=0.03 mm/z、ap=0.6 mm、ae=12 mm)で、切削液Aで加工した表面の輪郭の平均偏差は、切削液Bの輪郭よりも小さく、表面が平坦になります。
切削液Aと切削液Bを使用してチタン合金をフライス加工し、工具の切削プロセスと機械加工されたチタン合金ワークピースの表面粗さ値をテストおよび記録し、プロセスパラメータを記録します。VCの=80m/分、fz=0.025 mm/z、AP通信=0.5 mm、ae=10 mm、工具切削中に記録された表面粗さを表 1 に示します。

(a) 切削液 A(b) 切削液 B
図3 2種類の加工液の表面形態の比較
表1 2つの切削液条件下でのチタン合金フライス加工の表面粗さ値

工具切削工程におけるワークの表面粗さの変化法則を図4に示します。
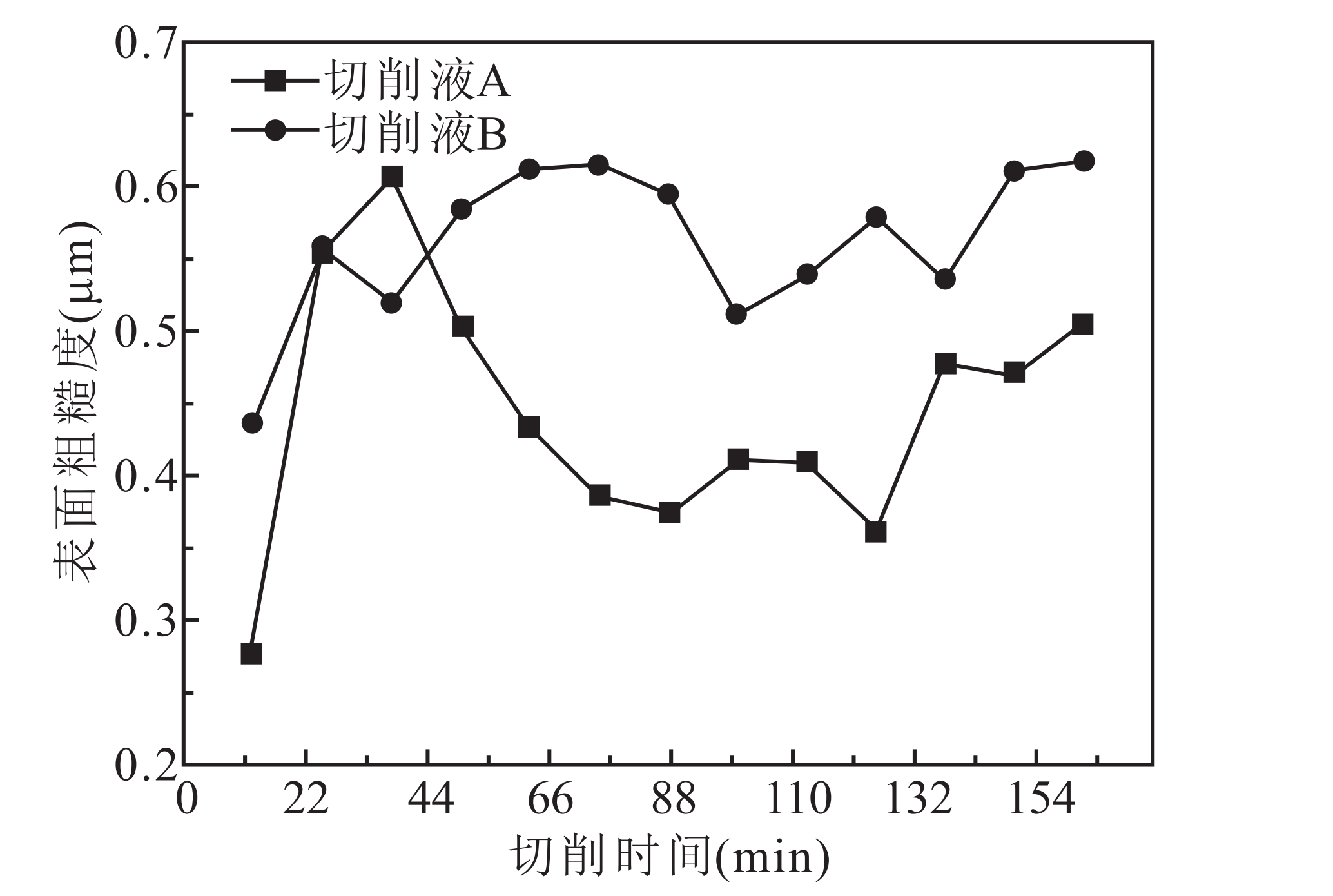
図4 2つの切削液下の表面粗さ値Raは、切削時間とともに変化します
切削加工の初期段階では、工具が十分に鋭利であるため、両方の切削液を使用することで良好な表面加工品質が得られ、表面粗さ値Raは低くなります。 工具の初期摩耗に伴い、ワークピースの表面粗さ値Raは徐々に増加します。 安定した切削期間に入ると、ワークの表面品質は徐々に安定し、切削液Aの条件下でRaは約0.45μmでした。 Ra は切削液 B 条件下で約 0.55 μm です。 切削時間が長くなると工具摩耗が激しくなり、使用する2つの切削液で得られる表面粗さ値Raが大きくなる傾向があります。 一般に、切削液Aを使用することで得られる表面加工品質は優れており、プラトー期のワークの表面粗さは切削液Bと比較して約20%減少します。
3.2 表面硬度
図5に示すように、2つの切削液を使用してチタン合金を切削し、チタン合金ワークピースの表面微小硬度をテストし、加工後のワークピースの表面硬化を分析しました。
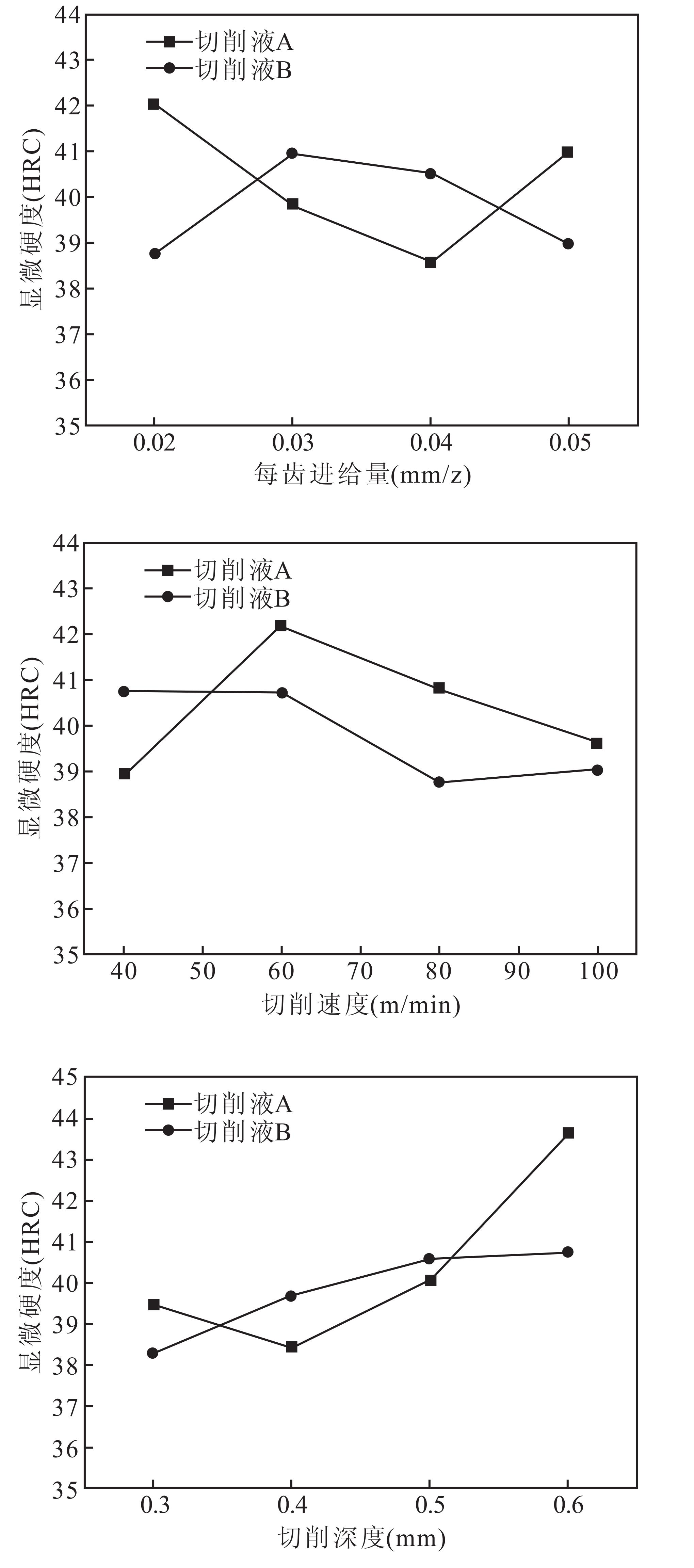
図5 切削液下での2つのプロセスパラメータが加工硬化に及ぼす影響
切削深さが表面の微小硬度に及ぼす影響は比較的大きく、切削深さの増加は工具の耐食性が高く、同時にワーク表面の工具表面の押し出しが強化され、加工硬化が増加し、ワークピースの表面の微小硬度が増加するため、切削深さの増加に伴い、微小硬度値が増加します。 切削速度が上がると、それに応じて切削抵抗が減少し、工具後のワーク表面の押し出し力も相対的に減少し、ワーク表面の微小硬度が低下する傾向があります。 同じ加工パラメータの下で、各歯送りの増加に伴い、工具が受ける切削抵抗も増加し、刃先のわずかな振動につながり、工具の後ろのワークピースの表面にかかる押し出し力もわずかに変化するため、表面硬度は40HRCで変動します。 一般に、切削液Aの条件下でのワーク表面の微小硬度はわずかに高くなりますが、38~42HRCの範囲であり、切削液が加工硬化に及ぼす影響は有意ではありません。
3.3 残留応力
図6は、異なる加工パラメータ下での加工面の送り方向の残留応力の変化法則を示しており、加工面によって発生する残留応力は残留圧縮応力であり、その中で最も大きな影響は切削深さです。 これは、切削液Aの優れた冷却および潤滑効果によるものと考えられ、潤滑膜をよりよく形成し、より優れた吸着とフィルム浸透能力を備え、それによって前部工具表面と切りくず、および後部工具表面と機械加工ワークピースの表面の間の摩擦を減らし、切削熱によって引き起こされる材料の体積膨張効果を弱め、つまり、熱負荷によって引き起こされる残留引張応力が減少し、それによってチタン合金加工面の疲労強度が向上します。
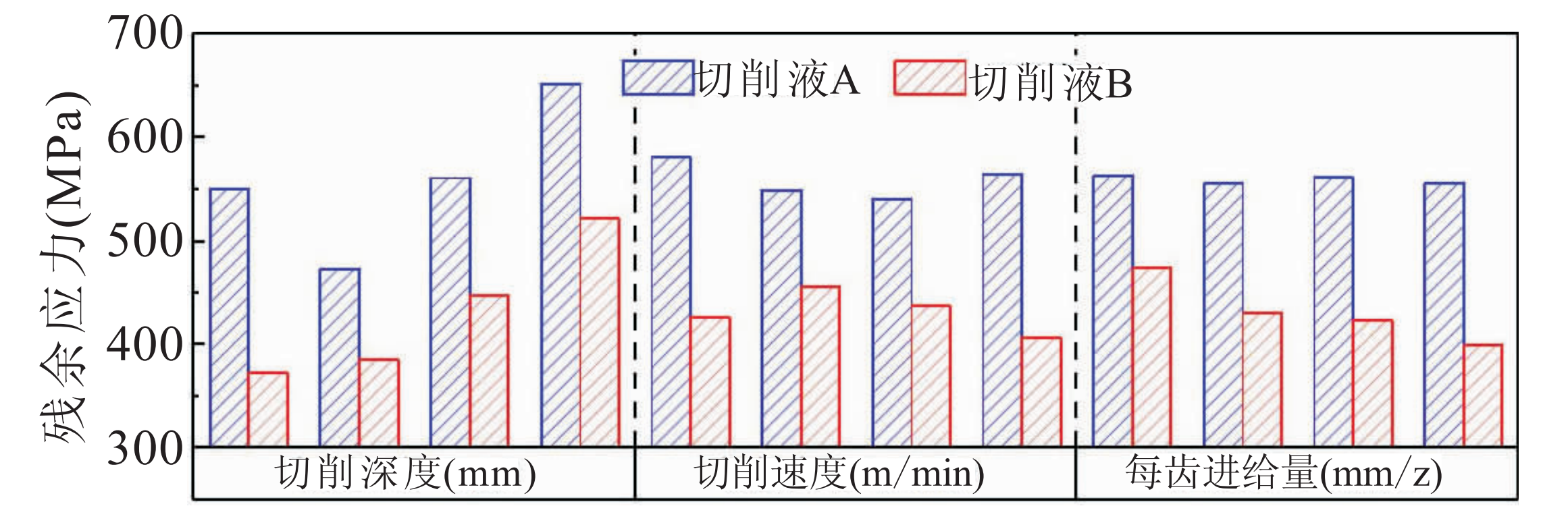
図6 切削液下の2つのプロセスパラメータが残留応力に及ぼす影響
3.4 切削抵抗
2 つの切削液条件下で、各方向の切削時間と切削抵抗をテストおよび記録し、プロセスパラメータは VC=80 m/min、FZ=0.025mm/z、AP=0.5mm、AE=10mm であり、切削時間に伴う各方向の切削抵抗の変化を表 2 に示します。
表2 2つの切削液条件下でのチタン合金フライス加工の切削抵抗
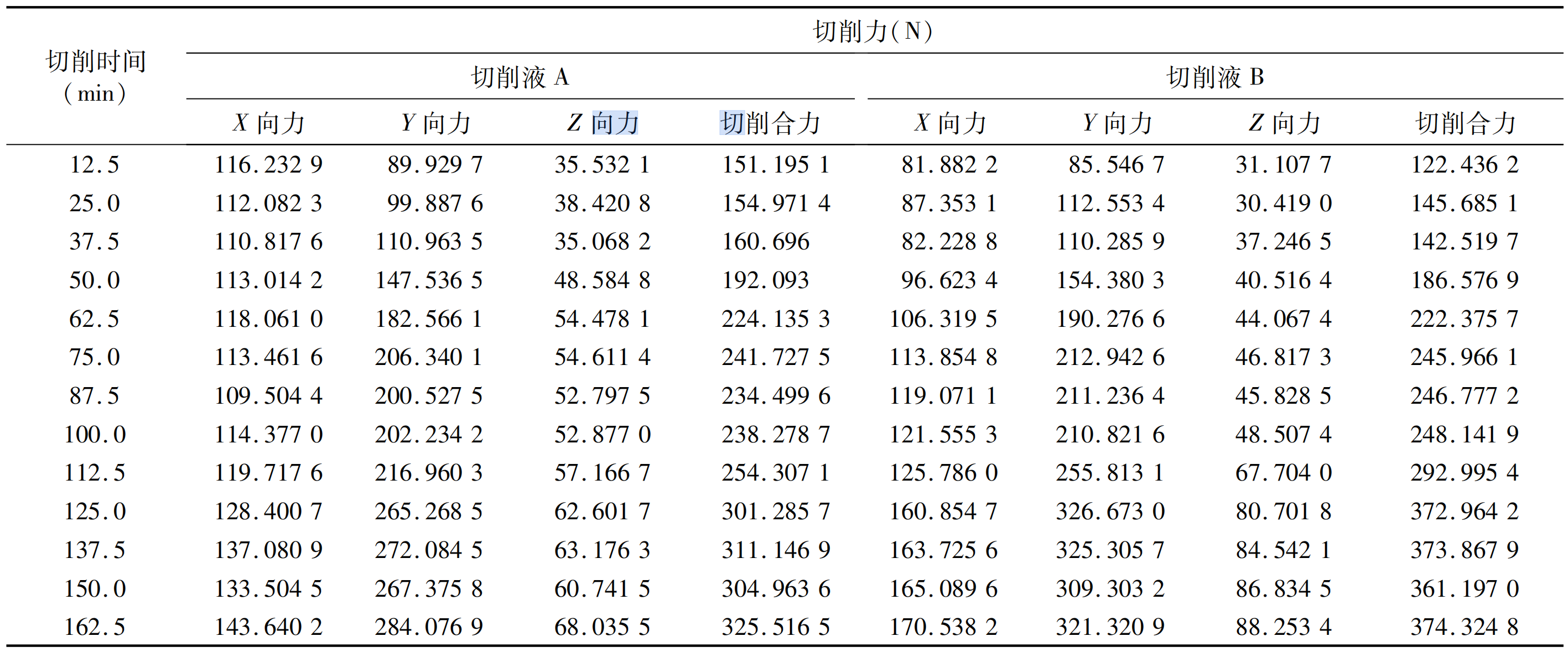
図7は、工具摩耗試験における切削時間による全方向の切削抵抗の変化を示しています。 2つの切削液の下でのX、Y、Zの3方向の切削抵抗は、摩耗の初期段階でわずかに変動し、その後安定した切削領域に入り、すべての方向の切削抵抗は切削時間の増加とともに着実な上昇傾向を示します。 切削時間が100分を超えると、切削液Aの条件下で工具によって生成される切削抵抗は、切削液Bの条件下での切削抵抗よりも有意に小さくなり始め、約15%減少し、これは切削液Aが工具の摩耗を遅らせることに関連している可能性があります。 工具の背面と加工されたワークピースの表面の間の摩擦により、切削液Aの条件下で工具によって生成される切削抵抗が比較的低くなります。
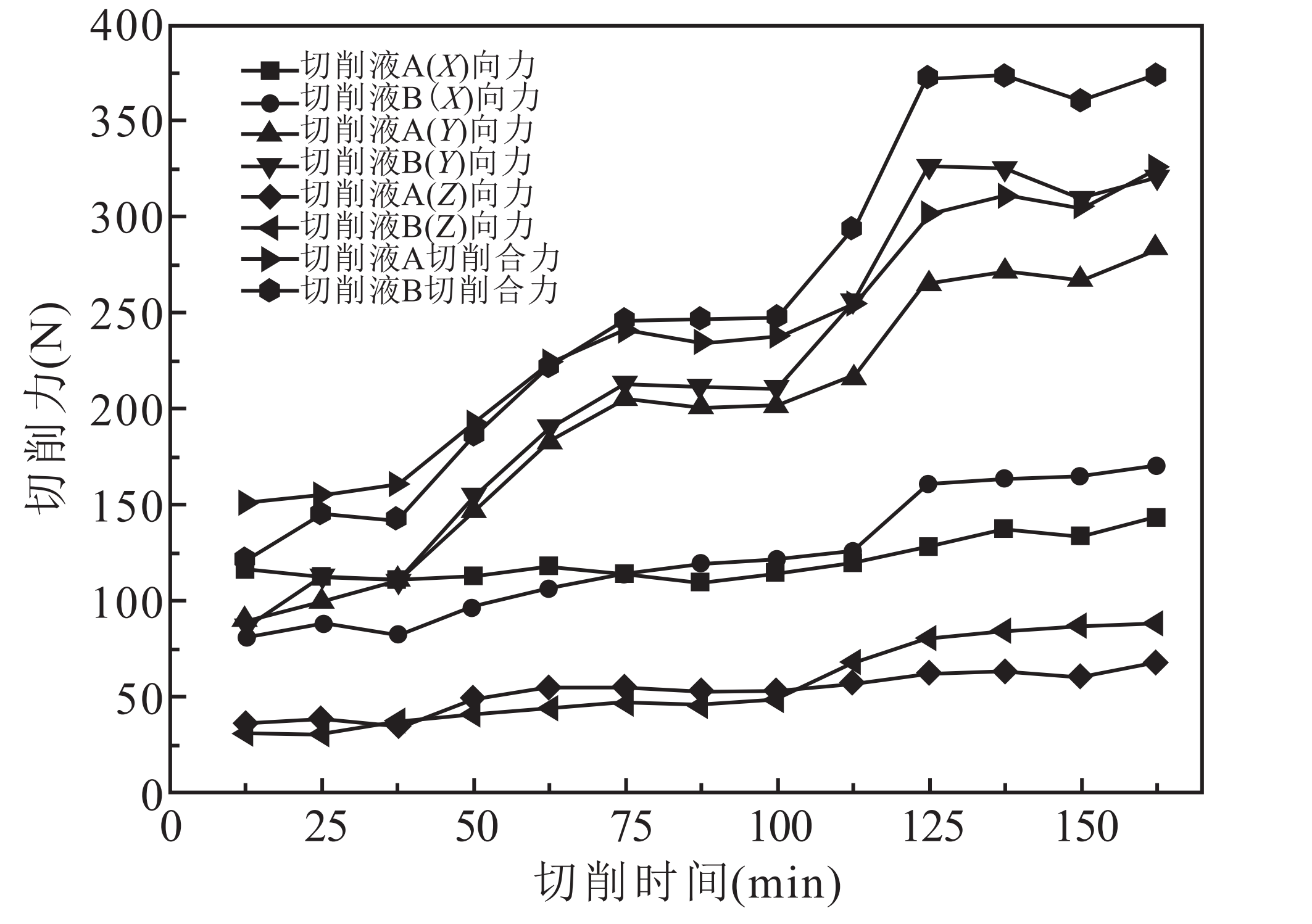
図7 2つの切削液条件下での切削時間による切削抵抗の傾向
3.5 工具の摩耗
2つの切削液条件下では、加工プロセスパラメータ:vc=80 m/分、fz=0.025 mm/z、ap=0.5 mm、ae=10 mmの場合、切削時間による工具後の工具面の摩耗バンド幅の変化を表3に示します。
表3 2つの切削液条件下でのチタン合金のフライス加工後の工具表面の摩耗バンドの幅
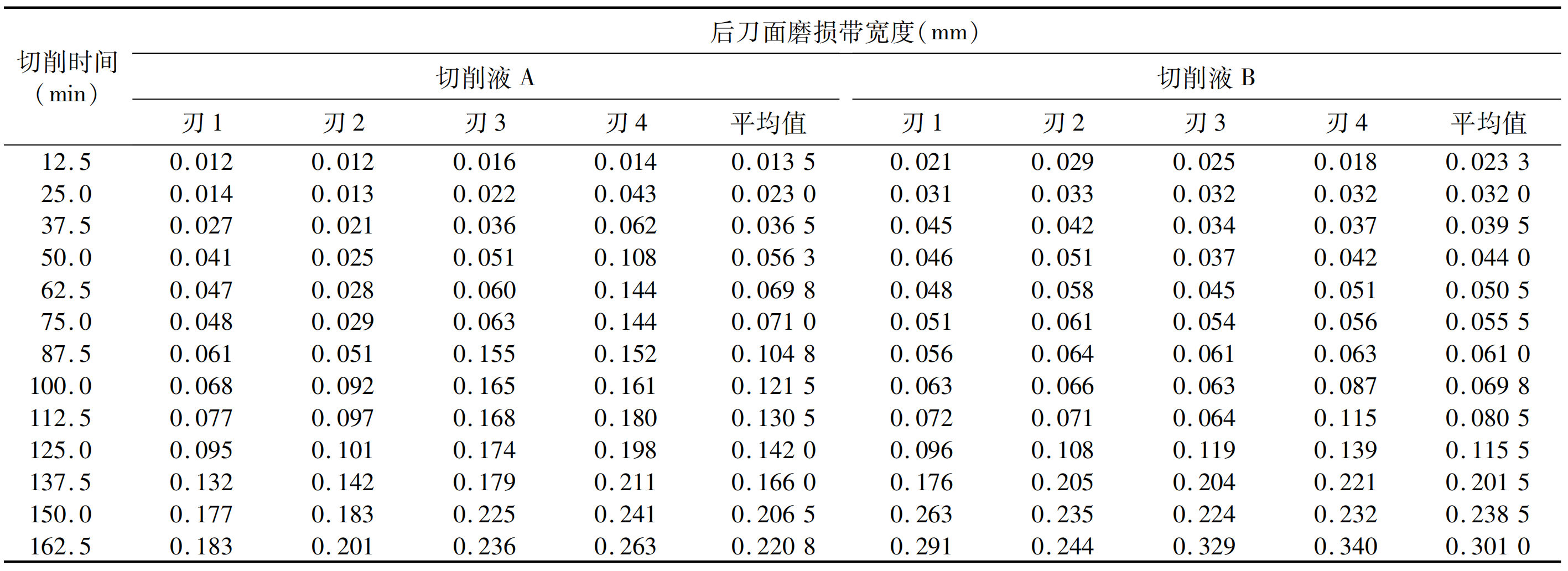
図8は、工具摩耗実験中の超硬ソリッド4枚刃エンドミル(φ16mm)の切削時間による背面摩耗の平均変化を示しています。

図8 2つの切削液の下での平均背面摩耗バンド幅は切削時間によって変化します
図から、切削時間が長くなるにつれて、2つの切削液条件下で工具後の刃先の摩耗がさまざまな程度に増加することがわかります。 切削液Aの切削時間は162.5分で、工具の平均刃先摩耗は0.220 8 mm(刃先摩耗バンドの幅はそれぞれ0.183 mm、0.201 mm、0.236 mm、0.263 mm)で、4つの刃先は鈍い基準に達しました。 切削液Bの切削時間は162.5分で、工具の平均刃先摩耗は0.301mm(刃先摩耗バンドの幅はそれぞれ0.291mm、0.244mm、0.329mm、0.340mm)で、鈍さ基準を満たしており、そのうちエッジ1は鈍さ基準にほぼ達しており、エッジ3とエッジ4は鈍い基準に達しており、ワークピースの表面加工品質に影響を与えます。 同時に、切削液A工具の摩耗が小さくなり、切削液Aの条件下でチタン合金フライス加工用工具の耐用年数が長くなると結論付けられました。
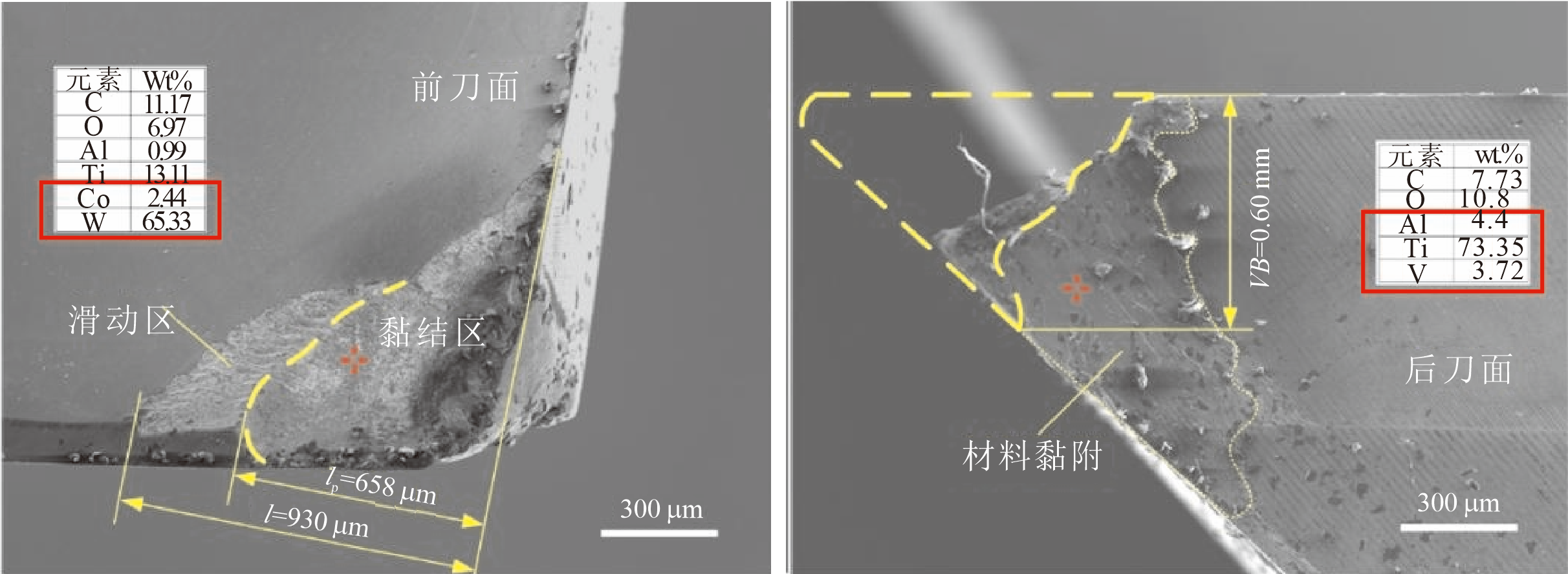
2 つの切削液下での工具摩耗メカニズムをさらに調査することにより、工具を超音波洗浄して走査型電子顕微鏡で分析し、工具表面の酸化物と元素組成をエネルギー分光計で検出しました。 図9は、激しい摩耗期間中の切削液Aと切削液Bの条件下での工具の先端の摩耗を示しており、切削液Aの条件下での工具の摩耗状態は、切削液Bの条件下での工具の摩耗状態よりもはるかに小さいです。 チタン合金材料は、熱伝導率が低く、強度が高く、加工硬化が強いという特徴があるため、連続切削時に発生する高温高圧により、工具と切りくず、ワークピースとの間に深刻な摩擦と押し出しが発生し、工具の前面と背面の摩耗が悪化します。 表面摩耗は、図9aおよび図9cに示すように、主に前面切削面の切りくずの流れによって引き起こされる摩擦によって形成され、典型的なピット摩耗として現れます。 チタン合金の加工可塑性と低い熱伝導率により、前面の切断面に接着して広がりやすく、摩擦熱で接着や拡散を引き起こしやすく、せん断応力工具マトリックス材料の相互作用下で、工具マトリックス材料の表面にある超硬合金マトリックスクラスターはチタン合金で囲まれ、切りくずの流れとともに運ばれ、連続的な接着摩耗が発生し、その時点で、刃先の熱機械的疲労亀裂も拡大します。 刃先から離れた場所では、摩擦状態は激しくなく、切りくずと工具の間の滑り摩擦が維持されます。 図9cのエネルギースペクトル解析によると、接合領域の表面の主元素はWであり、これは、激しい接着引き裂きの作用下で工具材料とコーティングの一部が剥がれ、マトリックス材料WCとバインダーCoが表層にさらされることを反映しています。 同様に、摺動部のコーティングも損傷し、マトリックス材料の一部が露出し、少量のチタン合金が接着され、切削液Aの条件下での結合領域の長さと工具切削の総接触長は切削液Bの長さよりも短く、摺動領域は比較的平坦であり、溝状の傷がなく、切削液Aの下での摩擦状態が良好であることを示し、切削液Aによって提供される良好な潤滑効果は、摩擦係数を低減し、摩擦対の付着と引き裂きを減らすのに役立ちます。 切削液Bの場合、潤滑が不十分で摩擦係数が比較的高いため、より多くの熱が発生し、チタン合金の酸化が促進され、工具の摩耗が加速します。 これは、上記の分析用切削液Aの優れた潤滑効果と一致しており、潤滑膜をよりよく形成し、吸着能力と膜浸透能力に優れ、前面工具表面と切りくずの間の摩擦を低減します。
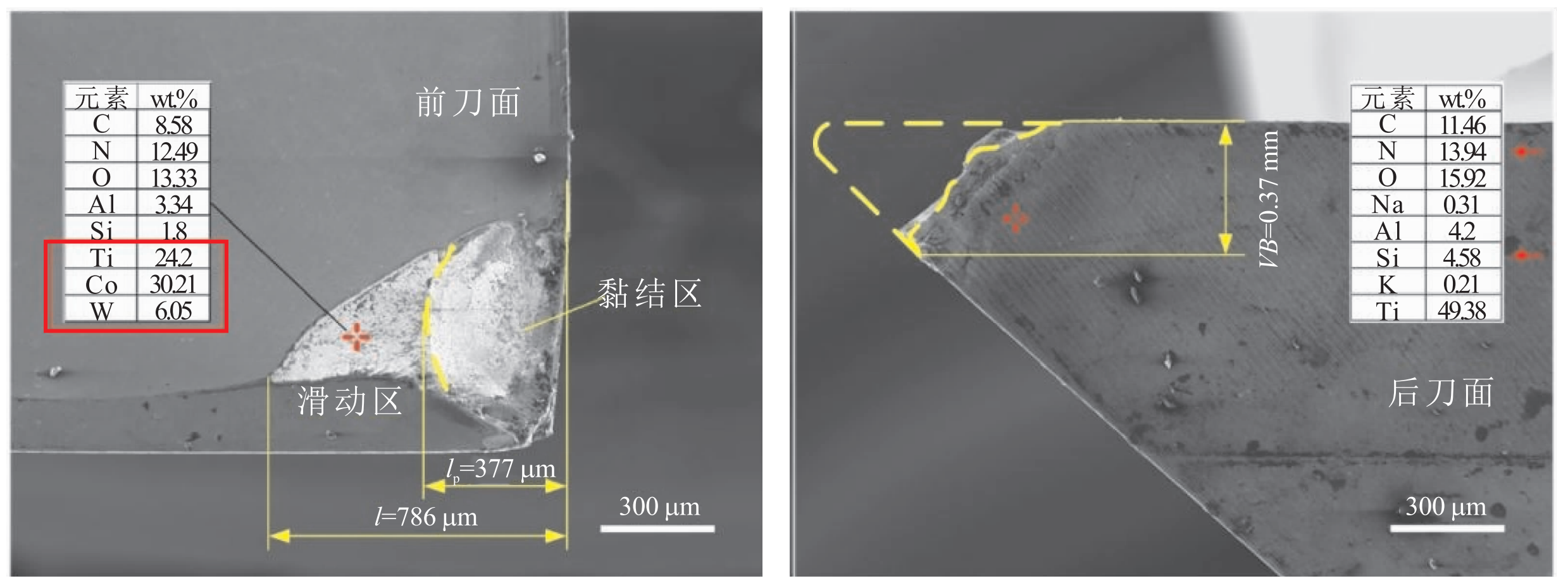
(a) 切削液 A の条件下での工具の前面工具面 (b) 切削液 A の条件下での工具の後ろの工具面
(c) 切削液 B の条件下での前面工具面 (d) 切削液 B 条件下での工具の後ろの工具面
図9 ナイフをひどく摩耗させた場合の先端損傷の形態
加工工程中の被削材の加工硬化と熱伝導率の低下により、先端付近の切削温度が上昇し、切削抵抗が大きくなり、工具強度が弱まり、先端の欠けにつながります。 2つの切削液と比較して、切削液Bの先端の損傷はより深刻で、チタン合金材料の広い面積が工具の背面表面に付着しますが、結合度は切削液Aの条件下で発生し、NやSiなどの元素が表面層で検出されるため、工具コーティングが十分に保護されています。 この比較から、切削液Aに添加された成分は、工具材料に対する吸着効果が強くなり、形成された潤滑膜がより強力になり、工具とワークピースの間の摩擦と結合を効果的に遅らせ、工具を保護する上でより良い役割を果たし、工具寿命の向上に役立ちます。
4 まとめ
チタン合金ワークの表面加工品質と切削性能から始めて、チタン合金の加工特性に対するさまざまな切削液の適応性の評価に基づいて、加工面の完全性と工具の寿命が観察され、切削液の効果が評価されます。 連続切削の過程で、工具の摩耗を同じ間隔で観察し、切削加工力を記録し、工具の摩耗または故障は、後部工具表面の摩耗バンドの幅と切削抵抗の変化によって判断されます。 表面粗さ計などのツールを使用して、表面の粗さ値を測定し、表面処理の品質を評価します。 硬度計を使用して、機械加工されたワークピースの微小硬度をテストし、表面の強度と耐摩耗性を評価します。 残留応力計は、ワークピース表面の残留応力を測定し、加工面の耐疲労性と信頼性を評価するために使用されます。 要約すると、チタン合金の加工性能に対する切削液の適応性は比較的包括的に評価でき、切削液の選択と適用を最適化するための科学的根拠を提供します