
モールのお知らせ
ニュース
製品情報
技術記事
知識ベース
14
2025.8
著者
86
読書量
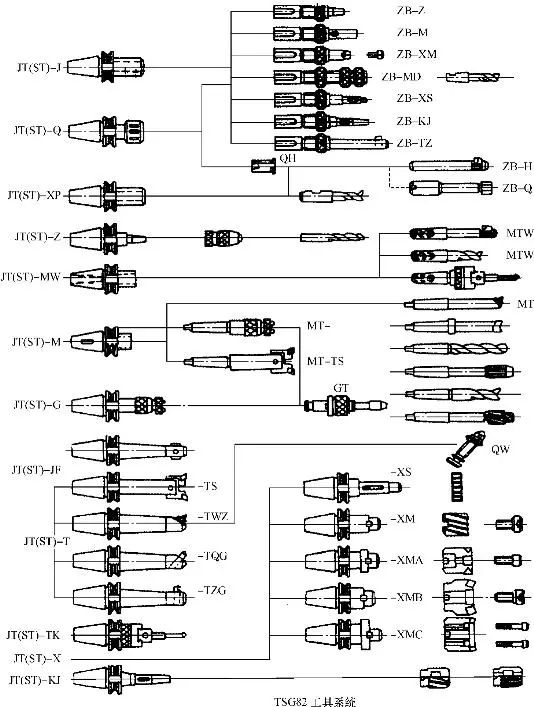
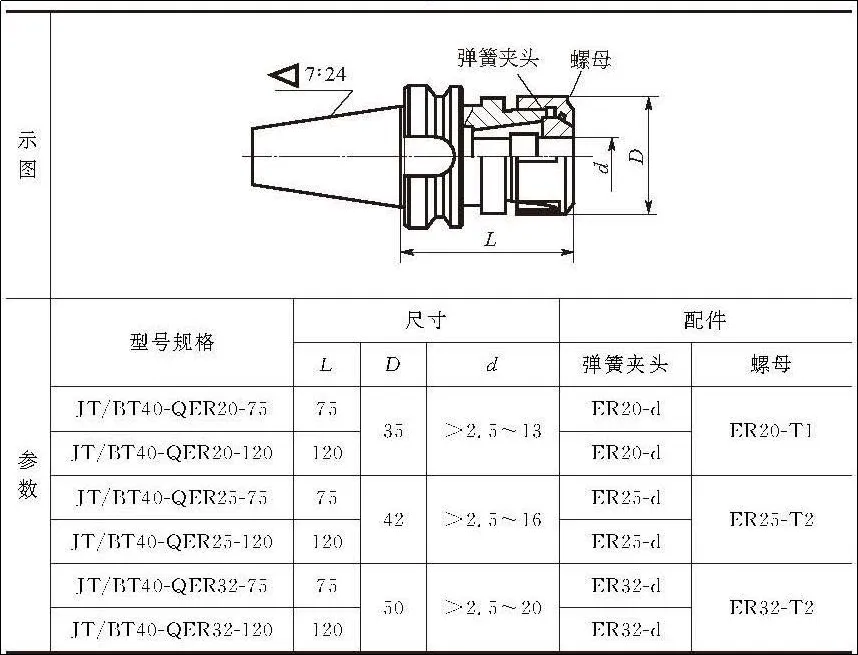
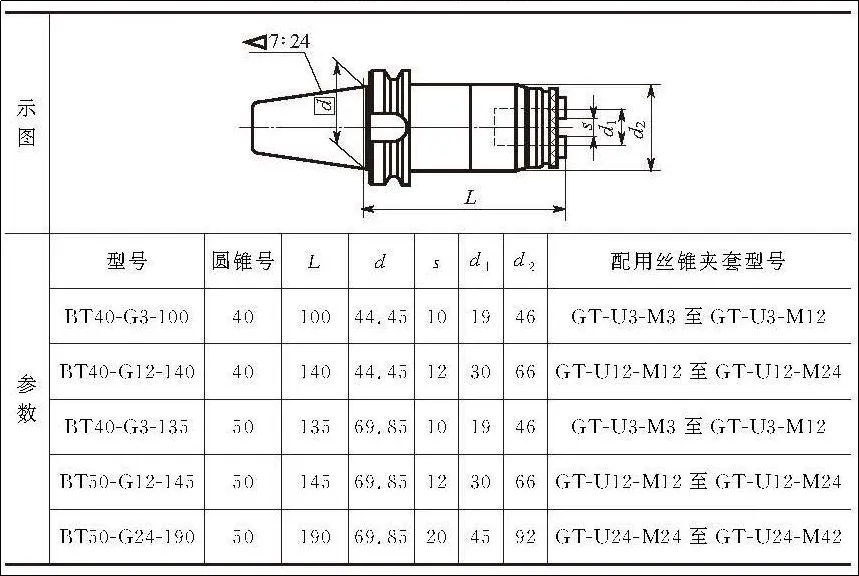
フライスシャンクタイプ
タイプ分割から選択ポイントまで、フライスツールホルダーシステムを理解する

|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
1つのツールホルダーシステムは、万能ではありません。 高速仕上げプロセス用に構築されたツールホルダーは、粗いブランク鋳物など、効率的な加工に必要な剛性と強度に欠けることがよくあります。 対照的に、荒加工に使用されるツールホルダーには動的バランスが欠けていることが多く、仕上げプロセス中にツールホルダーが高速でスムーズに動作する可能性があります。
さらに、厚い設計と大量の荒削りツールホルダーにより、より微細または深い部品形状への到達範囲が制限される可能性があります。 一方難加工材料強度と剛性を高めたツールホルダーが必要です。 さらに、ツールホルダーの振動減衰能力とクーラントの供給能力も重要な選択基準です。 不適切なツールホルダーを使用すると、寸法誤差や部品のスクラップが発生するだけでなく、機械のスピンドルが過度に摩耗し、工具寿命が短くなり、工具破損のリスクが高まる可能性があります。
重要でない操作では、安価なツールホルダーが満足のいく結果をもたらす可能性があります。 ただし、再現性のある精度を達成する必要があるプロセス、特に高価なワークピースのスクラップによって部品のマージンが低下する場合、アプリケーションに焦点を当てた高品質のツールホルダーに投資することで、低コストでこのような予期せぬ損失から保護できます。
0