
2
2025.9
著者
78
読書量
機械工学および品質管理の分野では、形状と位置の公差の測定は、部品の互換性と組み立ての精度を確保するための中心的な部分です。 同軸度、真直度、平坦度、真円度は4つの基本的な幾何公差であり、その測定精度は機器の性能(回転部品の振動や伝達安定性など)に直接影響します。 この論文では、4つの公差の測定原理、一般的な方法、および工学的実践のポイントを体系的に説明し、精密製造のための技術的参考を提供します。
1. 同軸度測定: 回転部品の動的バランスを確保します
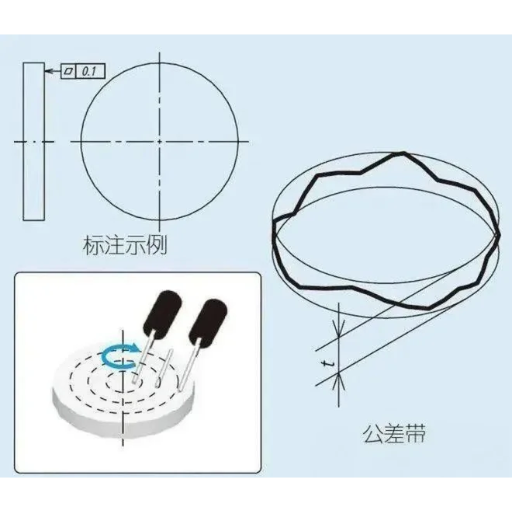
1. 定義と重要性
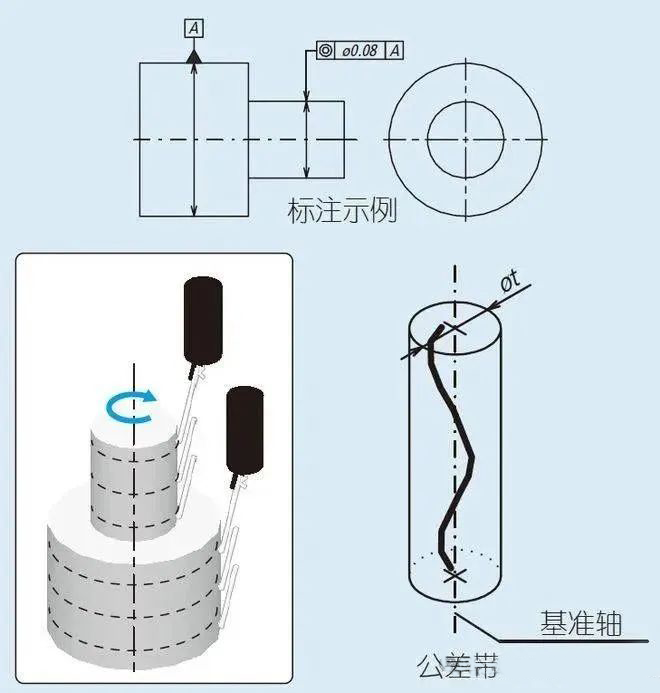
同軸度は、測定軸と基準軸の一致の程度を指し、公差帯は、基準軸を軸とする直径公差値の円筒面です。 モーターローター、ドライブシャフト、油圧シリンダーなどのシナリオでは、同軸度偏差が 0.01mm を超えると、振動の増加、シールの破損、またはベアリングの早期損失につながる可能性があります。
2. 測定方法
(1)マーキング方法(コンタクトタイプ)
- 原理:基準軸に対する被試験シャフト表面の半径方向の振れは、ダイヤルインジケーターまたはダイヤルインジケーターを使用して測定されます。
•ステップス:
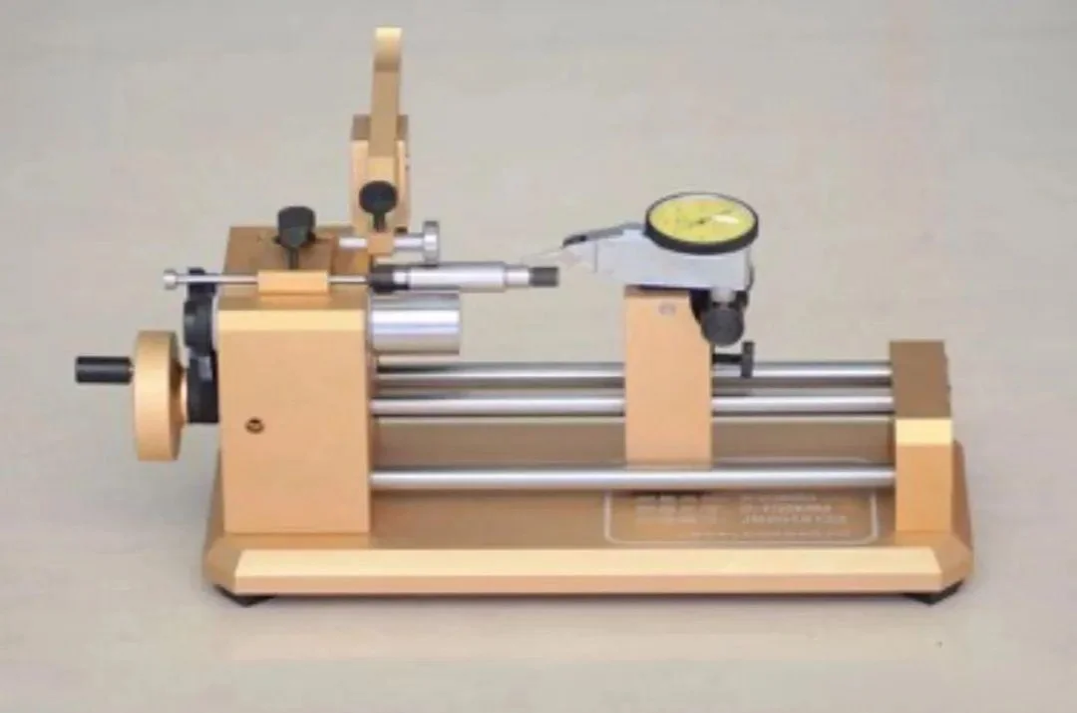
1. データムシャフトをVブロックまたは先端に固定します
2.ダイヤルインジケータープローブは、測定対象のシャフトの表面に直接接触しています
3.測定軸を回転させ、最大と最小の読み取り値の差を記録します
4.同軸度誤差=Δmax/2(ダブルプローブ方式では軸方向の動きの影響を排除できます)
- ケース:直径50mmのモーターシャフトの同軸度をレバーダイヤルインジケーターで測定すると、値誤差は≤0.002mm、測定結果は0.008mm(公差要件≤0.01mm)です。
(2) 三次元測定機 (三次元測定機(非接触)方式
• 原理:測定軸の複数の断面の円中心と基準軸の座標をプローブによって収集し、軸オフセットを計算します。
•ステップス:
1. データム軸を Z 軸とする座標系を確立します。
2.プローブは、測定軸に沿って3〜5個の断面円を収集します
3. 各断面の中心座標をあてはめ、軸空間オフセットを計算します。
- 利点:軸方向の傾きを同時に評価でき、測定の不確かさは最大0.001mmです。
(3)レーザーセンタリング方式(動的測定)
• 原理: レーザービームを基準として使用して、反射ターゲットによるシャフトシステムのアライメント誤差を測定します。
- 用途:大型ユニット(蒸気タービン、発電機など)のシャフトシステムのアライメント、最大50mの測定範囲、0.01mm±精度。
2.真直度測定:ガイドレールとシャフトシステムの動作精度を制御します
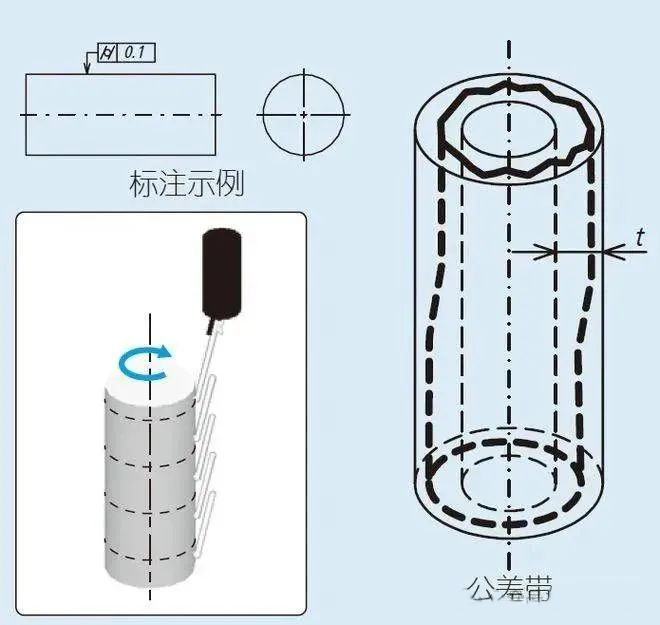
1. 定義と分類
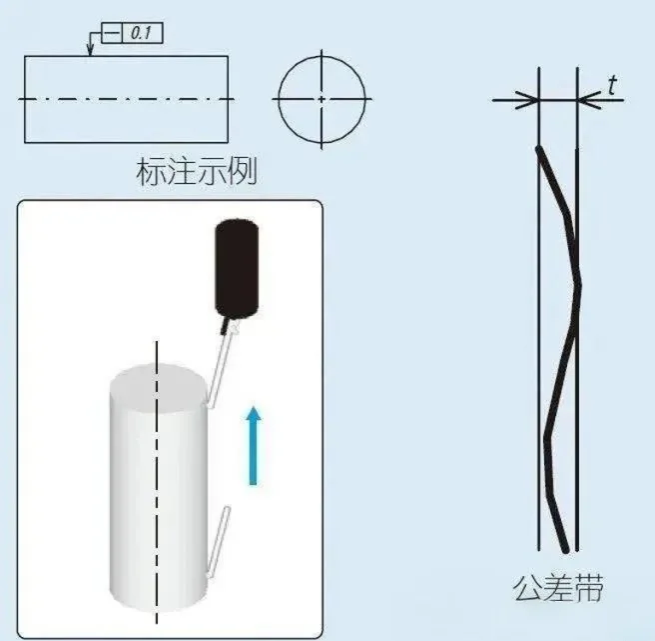
真直度とは、実際の線が理想的な直線に変化する量を指し、次のように分類されます。
• 特定の平面 (レール平面など) の真直度
• 特定の方向の真直度 (シャフト部品の軸方向など)
- 空間的真直度(ロボットブームなど)
2. 測定方法
(1)平定規・すきまゲージ方式(精度が低い)
• 原理: 理想的な直線として平定規を使用し、測定線と平定規の間の隙間をすきまゲージで測定します。
- 制限事項:短いレール(<1m),测量不确定度>0.02mm.
(2)ライトギャップ法(中精度)
• 原理: 標準ギャップ (ゲージ ブロック セットなど) を使用して、測定された線と理想的な直線の間の偏差を比較します。
•ステップス:
1. 試験片をブリッジに置きます
2. セットされた投与量ブロックを使用して、光のギャップを標準値 (例: 0.02mm) に調整します。
3. 実際の光のギャップが異常であるかどうかを視覚的に判断します
- 精度:0.005-0.01mm、工作機械のガイドレール検査に適しています。
(3)レーザー干渉計方式(高精度)
• 原理: ミラーがレーザービームの直線性を通って移動するときのミラーの変位偏差を測定します。
•ステップス:
1. レーザーヘッドを固定し、ミラーを測定する線に沿って移動します
2. 変位データを記録し、真直度曲線をあてはめます
3. 最大偏差値を計算する
- ケース:CNC工作機械のX軸真直度、ストローク1m、測定分解能0.1μm、結果0.003mm(公差要件≤0.005mm)を測定します。
(4)セルフコリメータ方式(角度変換)
• 原理: 真直度誤差を、ミラーの回転角度によって計算される角度誤差に変換します。
- 用途:長いガイドレール(>3m)の真直度測定、精度±0.001mm/m。
3.平坦度測定:接触面のシールとフィット感を確保します
1. 定義と影響
平坦度とは、実際の平面と理想平面の間の変化量を指し、公差ゾーンは 2 つの平行な平面の間の面積です。 油圧シリンダの端面やフランジ接続面などのシナリオでは、平坦度を超えると漏れや組み立てが困難になる可能性があります。
2. 測定方法
(1)定規法(ざっくり測定)
• 原理:使用ナイフの刃先はまっすぐですまたは、平定規が測定面に近く、光透過法によって平坦度を判断します。
• 制限事項: 局所的な高さしか検出できず、誤差を定量化することはできません。
(2)レベル法(ピッチ法)
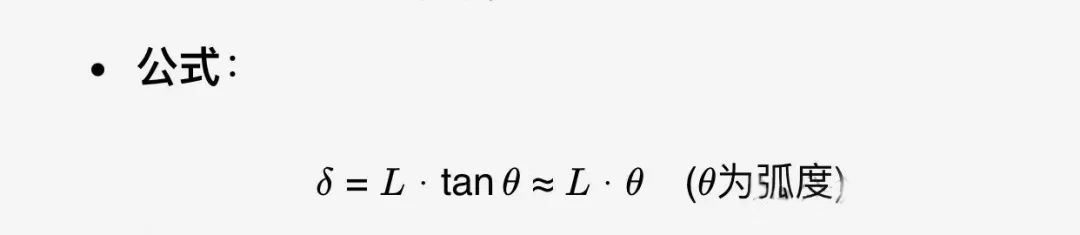
- 原理:測定面の傾斜角を水平器で異なる位置で測定し、相対的な高低差を計算します。
•ステップス:
1. 測定面をグリッドに分割します (例: 200mm×200mm)
2. レベルは X/Y 方向のポイントごとに測定されます
3. 基準点に対する各点の高低差を計算します
4. フィッティング平坦度誤差
•式:
ここで、θiは節点の傾斜角、liはピッチです。
- 精度:0.005-0.01mm、工作機械テーブル検査に適しています。
(3)座標測定方法(全画像測定)
• 原理:プローブは、測定された表面の複数の点の座標を収集し、最適な平面に適合させ、偏差を計算します。

•ステップス:
1.プローブの均一なサンプリング(ドット間隔5-10mm)
2. 最小二乗法が平面に適合する
3. 各点からフィッティング平面までの距離を計算します。
4.最大距離差は平坦度です
• 利点: 3D 誤差雲マップを出力でき、測定の不確かさ≤ 0.001mm です。
(4)光学平面干渉法(高精度)
• 原理: レーザー干渉を利用して等厚のストライプを形成し、ストライプの変形量によって平坦度を計算します。
- 用途:光学部品の超精密加工、平坦度測定分解能は最大0.01μm。
4真円度測定: 回転するパーツの均一性をコントロールします。
1. 定義と影響
真円度とは、実際の円と理想的な円の間の変化量を指し、公差帯は同じ断面の 2 つの同心円の間の面積です。 ベアリング軌道やギアリングなどのシナリオでは、真円度誤差により振動、騒音、摩耗が増加する可能性があります。
2. 測定方法
(1)2点法(簡易)
- 原理:マイクロメーターを使用して、同じ断面の最大直径と最小直径の差を測定します。
• 制限事項: 楕円度のみを検出でき、不規則な変形を反映することはできません。
(2)3点法(改善)
- 原理:Vブロックまたは専用測定ツールを使用して、DUTを回転させてラジアル振れを測定します。
αはVブロック角度(通常は90°または120°)です。
(3)真円度計方式(標準方式)
• 原理: 高精度プローブが測定された円の表面に垂直に接触し、試験片を回転させ、半径方向の変位を記録します。
•ステップス:
1.試験片は回転作業台
2.プローブが表面に触れ、1週間回転させてデータを収集します
3. 最小面積円 (MZC) または最小二乗円 (LSC) をコンピューターに当てはめる
4. 真円度誤差の計算(最小MZC結果)
- 精度:ISO 1101規格に準拠した測定不確かさ≤0.1μm。
(4)レーザー走査方式(非接触)
- 原理:レーザー変位センサーは、測定された円の表面をスキャンし、点群データを通じて真円度を適合させます。
• 利点: 柔らかい材料や高温のワークピースに適しており、測定速度は 1000 ポイント/秒>です。
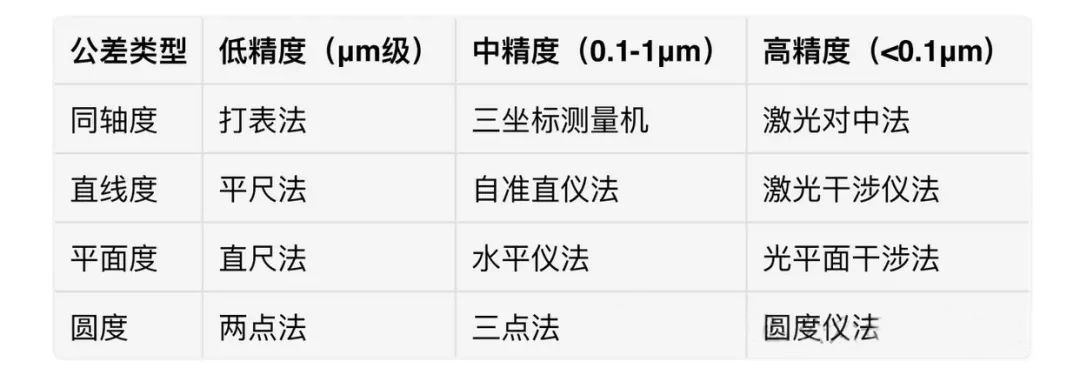
5. 包括的なアプリケーションとエンジニアリングの実践
1. 測定方法の選択原理
2. エラーの発生源と制御
- 環境要因:温度変動(0.012mm/m/°Cで鋼部品の膨張を引き起こす)、恒温制御(±1°C)
- 測定力:接触測定にはプローブ圧力の制御が必要です(例:ダイヤルインジケーター測定力0.5-1.5N)
- サンプリング密度:真円度測定用≥36個の測定点が必要で、平坦度測定点間の間隔は≤5mmです。
3. 代表的な事例分析
ケース1:高速モーターシャフトの同軸度制御
- 問題点:ローター振動が基準値を超えている(振幅0.05mm)
- 検査:CMMで同軸度誤差0.015mm(公差0.01mm)が見つかった
• 改善: 加工プロセスの最適化 (CNC 研削盤を使用)、同軸度を 0.007mm に再テストし、振動を 0.02mm に低減しました。
ケース2:油圧シリンダ端面の平坦度の最適化
・問題点:組立後の漏れ(平面度0.03mm)
- 検出:レーザー干渉計は、端面の中央に0.025mmの突起を測定し、示します。
- 改良:研削加工を追加、平坦度を0.008mmに低減、漏れをなくしました
6. 概要と展望
同軸度、真直度、平坦度、真円度の測定は、精度要件、ワークピースのサイズ、生産バッチに応じて総合的に選択する必要があります。 将来のトレンドは次のとおりです。
1. インテリジェント: AI アルゴリズムは、エラー パターン (真円度エラーなど) を自動的に識別します。三枚の花びらの波)
2. インライン測定:マシニングセンタに統合されたリアルタイム補正システム
3. マルチパラメータ融合: 形状と位置の公差を同時に評価して、組み立て効率を向上させます
実用的な提案:
• 測定方法の標準操作手順(SOP)を確立する
- 測定機器を定期的に校正する(推奨期間6ヶ月)
- 重要な寸法の統計的プロセス制御(SPC)
科学的な測定と品質管理により、機械製品の信頼性と寿命を大幅に向上させ、インテリジェント製造の基礎を築くことができます。